 English
English 中文简体
中文简体Decorative Paper Gravure Printing Machine: Tips, Tricks, and Must-Knows
Content
- 1 What Makes a Decorative Paper Gravure Printing Machine Tick?
- 2 Core Components You'll Handle Daily
- 3 Why Choose Gravure for Decorative Paper?
- 4 Critical Process Parameters – A Practical Table
- 5
- 6 Daily Maintenance That Prevents Costly Downtime
- 7 Choosing the Right Gravure Press for Decorative Paper
- 8 Solving the Top 3 Decorative Paper Gravure Defects
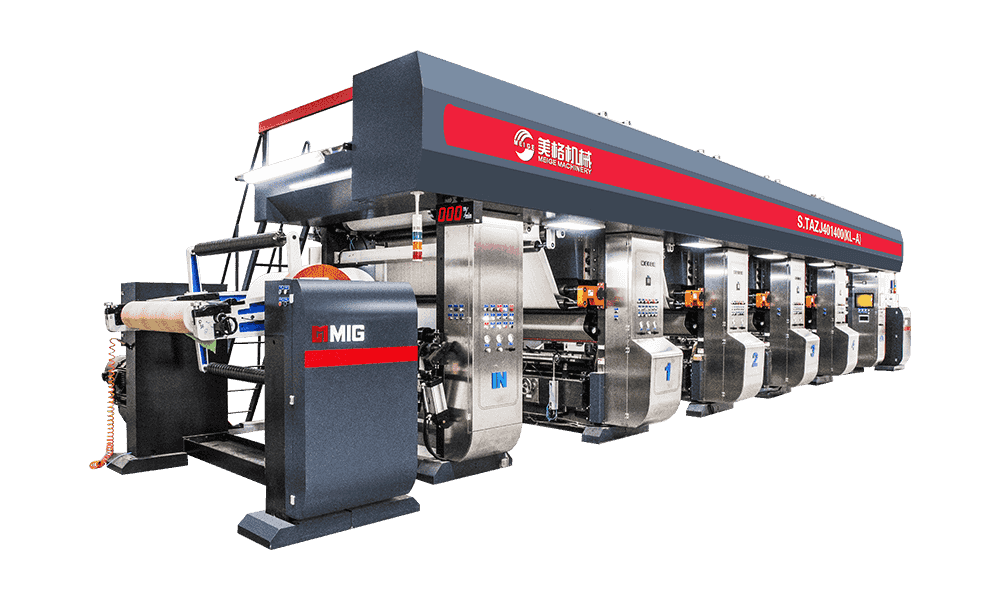
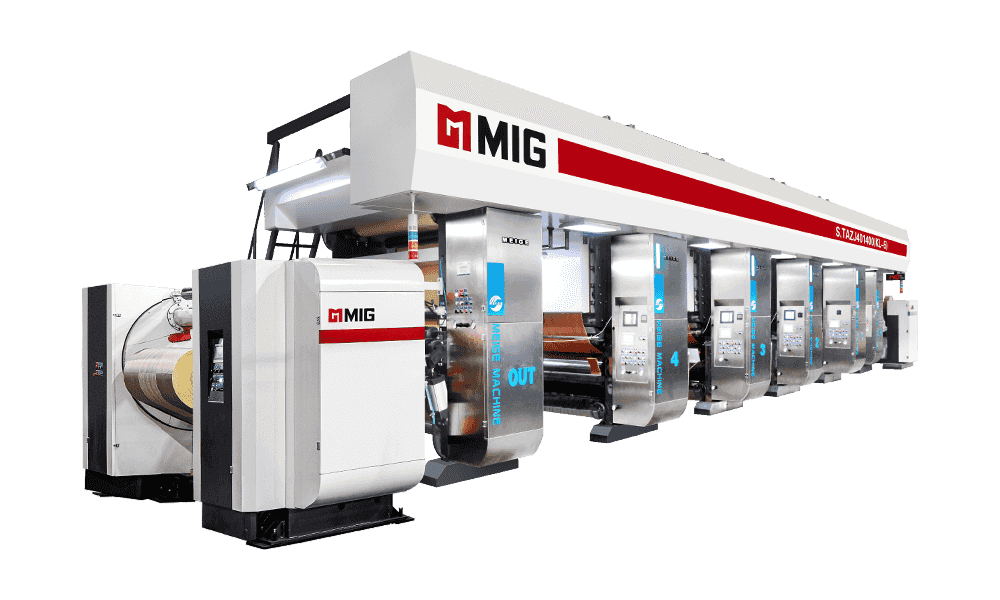
What Makes a Decorative Paper Gravure Printing Machine Tick?
A decorative paper gravure printing machine is the workhorse behind those beautiful wood grains, stone textures, and fantasy patterns you see on furniture, laminate flooring, and wall panels. Unlike offset or flexo, gravure uses engraved cylinders to transfer high-volume ink directly onto lightweight decorative paper (typically 40–120 gsm). This method delivers incredibly consistent color, fine line detail, and the ability to lay down heavy ink films – essential for mimicking natural materials. If you run a converting or laminating line, understanding this machine's practical side will save you from wasted rolls and rejected batches.
Core Components You'll Handle Daily
Every operator of a decorative paper gravure printing machine should know these five key stations. Keeping them dialed in prevents streaks, skipping, and register shifts.
Engraved Printing Cylinder
The heart of the system. Chrome-plated copper cylinders are engraved with cells of varying depth and frequency (typically 40–120 lines per cm). Deeper cells carry more ink – ideal for solid background colors; shallow cells handle fine highlights. Always match cylinder hardness (around 65–70 Shore D) to the paper's absorbency.
Doctor Blade Assembly
This thin steel blade scrapes excess ink off the cylinder surface, leaving ink only inside the engraved cells. Blade angle (usually 45–60°) and pressure directly affect print life. Too much pressure wears cylinders prematurely; too little leaves fog. Use a micrometer to set blade extension to 0.8–1.2 mm beyond the holder.
Impression Roller (Backing Roller)
Presses the decorative paper against the engraved cylinder. Rubber-covered rollers with 75–85 Shore A hardness work best. Uneven pressure creates light edges or heavy center bands. Check nip pressure weekly – target 1.5–2.5 kN/m depending on paper width.
Drying System
Decorative paper gravure runs at speeds of 100–300 m/min, so hot-air drying must remove solvents or water without scorching the paper. Two-zone drying (low-temp first zone, high-temp second) prevents blistering. For water-based inks, keep the first zone below 80°C, second up to 120°C.
Register Control Unit
Multi-color decorative printing needs perfect color-to-color alignment. Modern machines use optical sensors to read register marks, with automatic correction of circumferential and lateral drift. Maintain register accuracy within ±0.15 mm – anything more shows up as blurred edges.
Why Choose Gravure for Decorative Paper?
Compared to digital or flexo, a decorative paper gravure printing machine offers concrete benefits for long runs (typically over 10,000 meters). Here's what you gain:
- Heavy ink laydown (up to 6 g/m²): Essential for deep wood pores and solid hiding power on low-basis-weight paper.
- Consistent color from roll to roll: Once the cylinder is engraved, the repeatability is unmatched – no dot gain surprises.
- High-speed productivity: Run continuously at 250 m/min without sacrificing fine details like 2–3 mm grain lines.
- Wide color gamut: Use up to 8 printing stations for spot colors plus metallics or tactile varnishes.
- Long cylinder life: Properly maintained cylinders can print 2–5 million meters before re-engraving.
Critical Process Parameters – A Practical Table
To avoid common defects like picking, ghosting, or orange peel, monitor these six variables daily. Adjust based on paper type (e.g., uncoated vs. pre-coated decorative paper).
| Parameter | Typical Range | Impact on Decorative Paper Print |
| Ink viscosity (Ford #4 cup) | 18–25 seconds | Too low → bleeding; too high → missing dots |
| Drying temperature (zone 1/2) | 70–90°C / 100–130°C | Insufficient → set-off; excessive → paper brittleness |
| Impression pressure | 200–400 N/cm | Low → poor ink transfer; high → paper stretch |
| Web tension (per 100mm width) | 0.8–1.5 N/mm² | Low → wandering; high → edge tearing |
| Doctor blade angle | 50–60° | Steep angle → heavy wear; shallow → residual ink haze |
| Cylinder engraving depth | 20–60 µm | Shallow → weak solids; deep → slow drying |
Daily Maintenance That Prevents Costly Downtime
Your decorative paper gravure printing machine is a precision tool. These five practical habits will keep it running like new:
- Blade inspection every shift: Remove and clean the doctor blade; look for nicks or wear lines. Replace if you see any damage – a $5 blade change can save a $2000 cylinder.
- Impression roller cleaning: Ink buildup on the backing roller causes pressure points. Use a soft rag and isopropyl alcohol after each job. Never use metal scrapers.
- Gear and bearing lubrication: Follow the manual's schedule – usually every 500 running hours. Use high-temperature grease for dryer section bearings.
- Register sensor lens cleaning: Dust from paper fibers blocks optical sensors. Wipe lenses daily with lens tissue; recalibrate weekly.
- Cylinder storage: After removal, wash with solvent, dry completely, and wrap in anti-rust paper. Store vertically in a humidity-controlled cabinet.
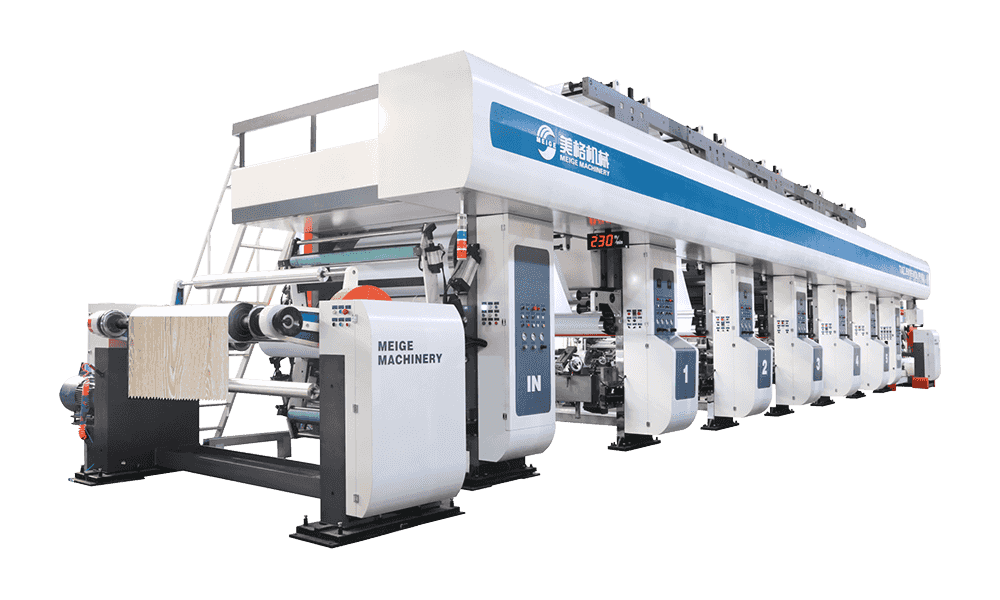
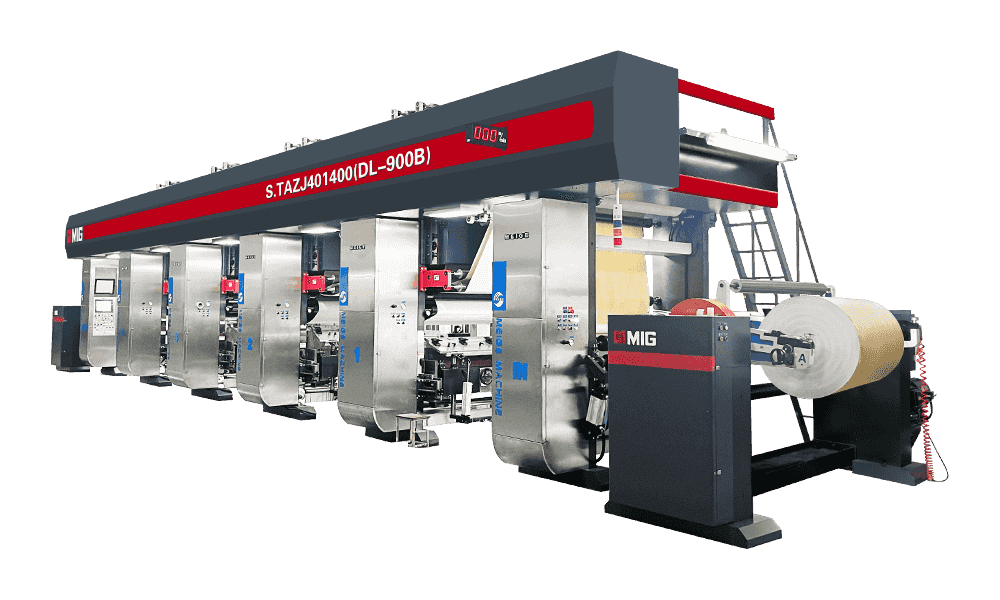
Choosing the Right Gravure Press for Decorative Paper
Not all gravure machines handle decorative paper well. Look for these features when buying or retrofitting:
- Wide web capability (1300–2200 mm): Decorative papers are often 1250mm, 1850mm, or 2100mm wide for laminating lines.
- Cartridge-type printing units: Allows quick changeover between woodgrain and solid color designs – typical changeover under 30 minutes.
- Automatic viscosity control: Keeps ink consistent across shifts, reducing operator intervention by 70%.
- Chambered doctor blade system: Enclosed blade system reduces solvent evaporation and works better with water-based decorative inks.
- In-line corona treater: Improves ink adhesion on coated decorative papers (e.g., melamine-impregnated base paper).
If you're running short runs (under 5000 meters), consider a compact gravure press with sleeve cylinder technology – it lowers engraving costs and storage space. But for high-volume decorative paper production (millions of square meters per year), a heavy-duty 8-color gravure line with automated register control is the proven standard.
Solving the Top 3 Decorative Paper Gravure Defects
Even experienced operators face issues. Here’s a quick trouble-shooting guide without the fluff:
- Gear marks (periodic horizontal bands): Caused by worn drive gears or uneven cylinder bearing pressure. Check gear backlash – it should be less than 0.05 mm. Also verify that the cylinder and impression roller are parallel within 0.03 mm across the width.
- Ink piling (raised spots on solids): Dried ink particles building up on the cylinder. Reduce dryer temperature in the first zone, increase solvent strength, or switch to a finer filter (25 µm absolute).
- Poor edge definition on fine patterns: Usually due to excessive web tension stretching the paper. Reduce tension by 10–15% and check that paper moisture content is 5–7% (too dry paper becomes brittle and mis-registers).
Remember: a decorative paper gravure printing machine is only as good as the synergy between cylinder engraving, ink formulation, and daily attention to those small adjustments. Keep a log of every parameter change – that data becomes your best training tool for new operators.

Product Categories
Recommended News

Recommended Products
The variety of models, to meet the development needs of various regions in the world.




Message Us Right Now!
Quick Links
Products
Contact Us
- Phone: +86-13067738802 (Manager Hua)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Technology Co., Ltd. All rights reserved.
 Privacy Rotogravure Printing Machine Manufacturers
Privacy Rotogravure Printing Machine Manufacturers