 English
English 中文简体
中文简体Decorative Paper Gravure Printing Machines: A Complete Buyer's and Operator's Guide
Decorative paper — the printed surface material used in furniture, flooring, cabinets, wall panels, and laminate products — demands a level of pattern consistency, color precision, and production throughput that only one printing technology reliably delivers at industrial scale: gravure printing. A decorative paper gravure printing machine is a highly specialized piece of capital equipment that sits at the center of the decorative surface industry, producing the wood grain, stone, textile, and abstract patterns that appear on billions of square meters of laminated product every year. This guide covers everything a buyer, plant manager, or production engineer needs to understand about these machines — how they work, what the key specifications mean, how to evaluate suppliers, and what separates high-performance equipment from machines that struggle to meet decorative paper's exacting quality demands.
Content
- 1 Why Gravure Printing Dominates Decorative Paper Production
- 2 How a Decorative Paper Gravure Printing Machine Works
- 3 Key Specifications to Evaluate When Buying a Gravure Printing Machine for Decorative Paper
- 4 Gravure Cylinders for Decorative Paper: Engraving, Specifications, and Management
- 5 Ink Systems for Decorative Paper Gravure Printing
- 6 Post-Printing Systems on a Decorative Paper Gravure Press
- 7 Common Production Issues on Decorative Paper Gravure Presses and How to Address Them
- 8 Evaluating Suppliers of Decorative Paper Gravure Printing Machines
Why Gravure Printing Dominates Decorative Paper Production
Decorative paper has specific printing requirements that eliminate most competing print technologies from practical consideration. The patterns must be reproduced with microscopic consistency across roll after roll — a wood grain repeat that shifts 0.1mm between two rolls used on adjacent panels of a kitchen cabinet becomes immediately visible as a mismatch defect. Colors must remain identical across production runs separated by weeks or months, because decorative paper is a component in a larger product system where panels, edges, and matching elements are produced from different production batches. And throughput must be high enough to justify the cost of the specialized paper substrate, cylinder engraving, and ink systems involved.
Rotogravure printing — the technology used in decorative paper gravure printing machines — meets all these requirements through its fundamental process: ink is held in microscopic cells engraved directly into a chrome-plated copper cylinder, excess ink is wiped from the cylinder surface by a doctor blade, and the remaining ink in the cells is transferred to the paper substrate under pressure from an impression roller. The engraved cells are permanent — they do not change between impressions — so pattern geometry is mechanically fixed into the cylinder. This produces pattern-to-pattern registration and repeat precision that no other printing process can match at equivalent production speeds.
By comparison, flexographic printing uses rubber or photopolymer plates that exhibit dimensional changes with temperature and pressure variation, producing lower geometric precision. Inkjet and digital printing technologies offer flexibility but currently cannot match gravure's combination of surface coverage density, abrasion-resistant ink laydown, and production speeds exceeding 200 meters per minute. For large-volume decorative paper production, gravure printing is not simply the preferred technology — it is the only technology that meets the combined demands of the application at commercial scale.
How a Decorative Paper Gravure Printing Machine Works
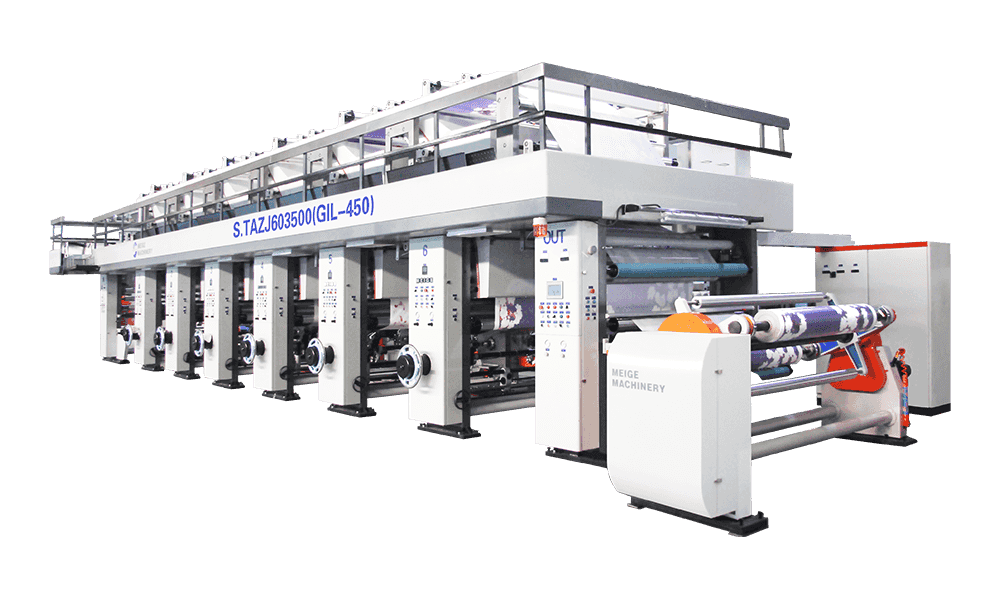
Understanding the operating principle of a rotogravure printing machine for decorative paper requires following the paper and ink through each stage of the machine from unwind to rewind. The process is continuous — the paper substrate travels as an unbroken web from the feed roll through each printing station and all post-printing treatment systems before being wound into the finished output roll.
Web Feed and Tension Control System
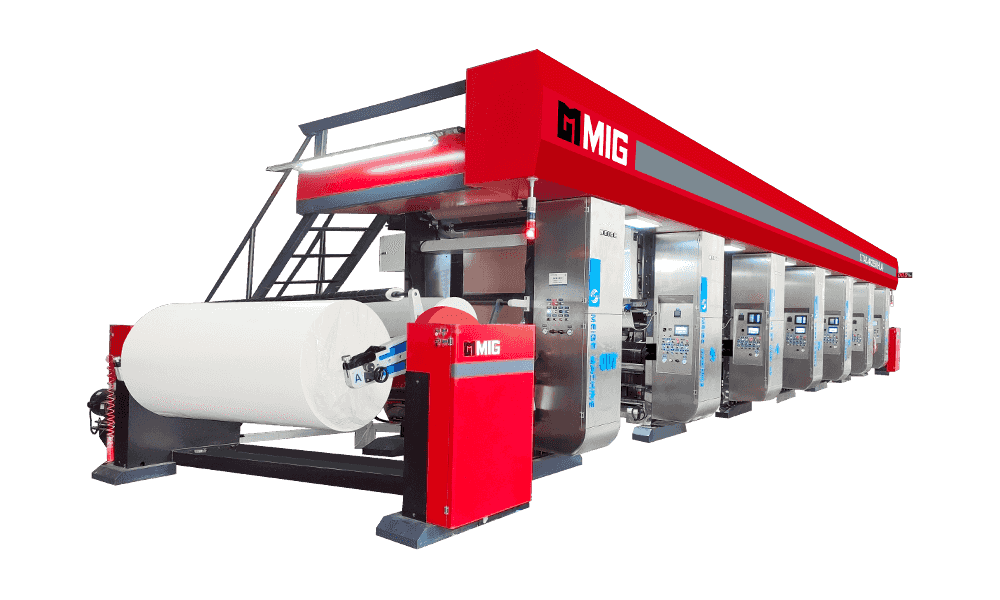
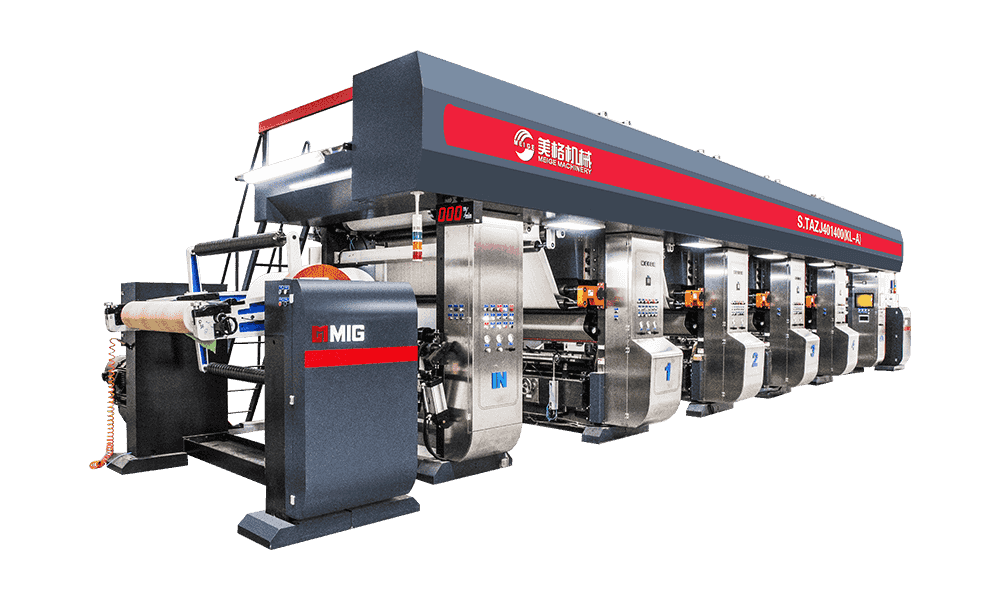
The paper substrate — typically alpha-cellulose decorative base paper with basis weights ranging from 50 to 130 g/m² depending on the application — is loaded as a large-diameter roll on the unwind stand at the entry of the machine. Professional decorative paper gravure presses use flying splice or butt splice systems that allow depleted rolls to be replaced with new rolls without stopping the machine, maintaining continuous production over extended runs. Tension control throughout the machine is managed by dancer rollers and load cell feedback systems that maintain constant web tension across all printing stations regardless of speed changes, roll diameter reduction, or substrate property variation. Consistent web tension is critical for registration accuracy — variations cause the web to stretch unevenly, shifting print position relative to the cylinder repeat.
The Printing Station: Cylinder, Doctor Blade, and Impression Roller
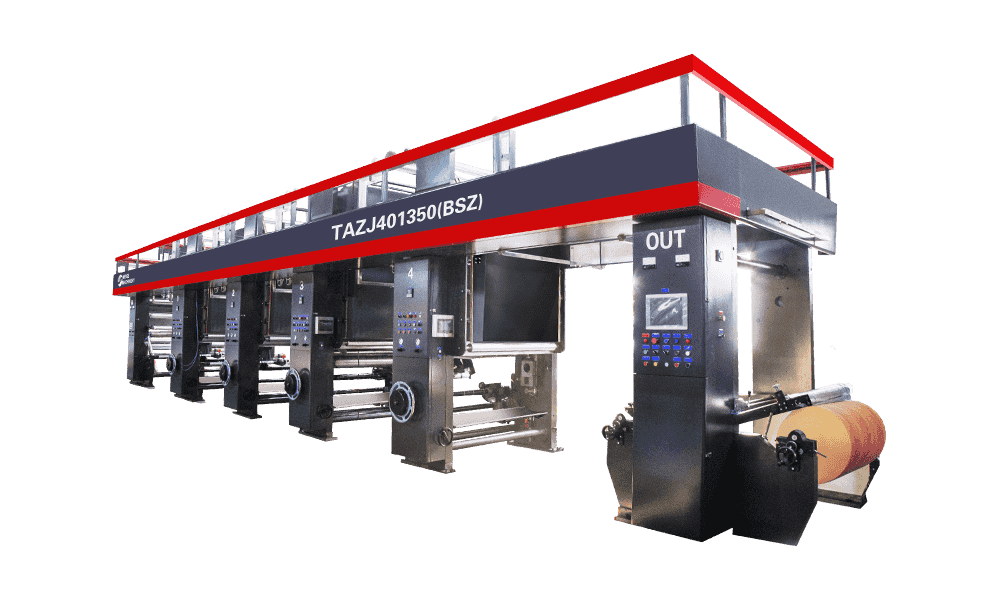
Each color in the decorative pattern requires a dedicated printing station. A standard decorative paper gravure printing machine has between 4 and 12 printing stations arranged in-line, with the paper web passing through each station sequentially. Each station contains three primary components: the gravure cylinder, the doctor blade assembly, and the impression roller.
The gravure cylinder is the heart of the process. It is a steel base tube copper-plated to a thickness of approximately 100–150 microns, on which the cell pattern is engraved by an electromechanical engraving head or chemical etching process. After engraving, the copper surface is chrome-plated to a hardness of approximately 900–1000 Vickers to resist wear from the doctor blade and ink contact. The cells hold specific volumes of ink — cell depth and opening diameter control ink density and coverage. For decorative paper applications, cylinder circumferences typically range from 600mm to 1200mm, corresponding to the repeat length of the pattern.
The doctor blade is a thin steel or polymer blade that bears against the rotating cylinder surface under controlled pressure, wiping ink from the land areas between cells while leaving ink in the cells themselves. Doctor blade angle, contact pressure, material, and oscillation speed all affect print quality and cylinder life. The impression roller — a rubber-covered steel roller positioned opposite the cylinder — presses the paper web against the inked cylinder surface with controlled force, transferring the ink from the cells to the paper. Impression pressure determines ink transfer efficiency and is adjusted for different paper absorbencies and ink viscosities.
Ink Delivery and Viscosity Control
Ink is delivered to the printing station by a closed-loop circulation system that pumps ink from a reservoir through an ink tray beneath the gravure cylinder. The cylinder rotates through the ink tray, filling the engraved cells with ink before the doctor blade wipe cycle. Ink that is wiped from the cylinder surface returns to the reservoir via a return channel, maintaining a continuous circulation that prevents ink from drying in the tray and keeps ink properties consistent. Automatic viscosity control systems — typically based on efflux cup measurement with automated solvent dosing — maintain ink viscosity within ±0.5 seconds of the target value throughout the production run. Viscosity drift is one of the primary causes of color shift in gravure printing, and automatic control eliminates the manual measurement and adjustment burden from the operator.
Drying System Between Printing Stations
Between each printing station, the printed web passes through a drying tunnel where solvent or water from the ink is evaporated before the next color is applied. Complete drying between stations is essential for color-over-color registration accuracy — wet ink from the first station transferring back onto the second cylinder (called back-trapping) causes color contamination and cylinder contamination that degrades print quality rapidly. Gravure presses for decorative paper use hot air impingement drying systems with temperature-controlled air jets directed at both surfaces of the web. Dryer temperatures for solvent-based inks typically range from 60°C to 120°C; water-based ink systems require higher temperatures or infrared supplementation to achieve equivalent evaporation rates. Solvent vapors extracted from the drying tunnels are collected by solvent recovery or thermal oxidation systems required for environmental compliance in most jurisdictions.
Key Specifications to Evaluate When Buying a Gravure Printing Machine for Decorative Paper
Decorative paper gravure presses are specified across a range of parameters that together define the machine's capability, capacity, and suitability for specific production requirements. The following specifications are the most commercially and technically significant when evaluating equipment options.
| Specification | Typical Range | What It Means for Production |
| Printing width | 1000–2200mm | Determines maximum paper roll width and production throughput per pass |
| Maximum production speed | 80–300 m/min | Sets output capacity ceiling; practical speed depends on ink and substrate |
| Number of printing stations | 4–12 colors | Limits complexity of pattern; more stations enable richer designs |
| Cylinder repeat length | 400–1500mm | Determines maximum non-repeating pattern length for wood/stone designs |
| Registration accuracy | ±0.1–0.3mm | Color-to-color alignment precision; critical for fine detail patterns |
| Ink system compatibility | Solvent / water-based / UV | Determines ink options, VOC compliance, and drying system type |
| Substrate basis weight range | 40–180 g/m² | Range of paper weights the machine can handle without web handling issues |
| Unwind / rewind roll diameter | 800–1500mm | Larger rolls reduce splice frequency and improve production efficiency |
Printing Width: Matching Machine Capacity to Market Requirements
Printing width is the single most impactful specification for production output, because it determines how much finished paper is produced per meter of web run through the machine. A 1600mm wide press running at 150 m/min produces 1440 m² of printed paper per hour before slitting. The same run at 1000mm width produces only 900 m² per hour — a 37% reduction in output from the same machine speed. Most decorative paper gravure printing machines intended for furniture and flooring panel production operate at printing widths between 1250mm and 1800mm, matching the standard widths of the substrate rolls supplied by decorative paper manufacturers. Wider machines produce more output but require proportionally heavier and more expensive cylinders, doctor blades, and impression rollers, and impose greater infrastructure requirements on the production facility.
Registration System and Color Alignment Accuracy
Registration accuracy — the precision with which each color is placed relative to the others — is arguably the most quality-critical specification in a decorative paper gravure press. Modern professional machines achieve closed-loop register control using camera-based registration mark detection systems that monitor the print position of each color station in real time and make micro-adjustments to cylinder phase position through servo-driven correction actuators. These systems can detect and correct registration errors of 0.05mm or less, maintaining alignment across speed changes, temperature variations, and roll changes. Entry-level or older machines using open-loop registration systems rely on manual operator adjustment and cannot maintain the same alignment precision, particularly during run-in periods after speed changes or at high production speeds where web dynamics become more complex.
Gravure Cylinders for Decorative Paper: Engraving, Specifications, and Management
In decorative paper gravure printing, the cylinder is the most significant recurring cost and quality variable outside the machine itself. Understanding cylinder specifications, engraving methods, and lifecycle management is essential for controlling production economics and maintaining print quality.
Engraving Methods and Their Effect on Print Character
Two primary engraving methods are used for decorative paper gravure cylinders. Electromechanical engraving (EME) uses a diamond-tipped stylus driven by an electromagnetic actuator to cut individual cells into the copper surface at speeds of up to 8,000 cells per second. The stylus depth and width are varied to produce cells of different volumes, enabling tonal gradation across the pattern. EME engraving produces very precise cell geometry with consistent shape, making it the standard for high-definition decorative patterns requiring fine texture detail — realistic wood pore structures, stone surface grain, and fine textile weaves.
Laser engraving — specifically laser ablation of the copper surface — is an alternative gaining ground in decorative paper cylinder production. Laser engraving allows more complex cell geometries, including undercut cells and varying cell shapes within a single cylinder, which enables ink release characteristics that EME cannot replicate. Laser-engraved cylinders can achieve print effects that more closely mimic the natural micro-texture of wood and stone surfaces, which is commercially significant for high-end decorative paper applications. The capital cost of laser engraving equipment is higher than EME, but the running cost per cylinder is lower, and the greater geometric flexibility offers design differentiation advantages.
Cell Volume and Screen Ruling
Cell volume — measured in billion cubic microns (BCM) per square inch or in cubic centimeter per square meter (cm³/m²) — determines the quantity of ink deposited per unit area of printed surface. For decorative paper gravure printing, cell volumes are typically higher than for publication or packaging gravure because decorative papers require a dense, opaque ink film that fully covers the white base paper and withstands subsequent surface treatment processes including impregnation and pressing into laminates. Full-tone areas of decorative paper patterns typically use cells with volumes of 25–45 BCM, while highlight and texture areas use shallower cells of 8–18 BCM. Screen ruling — the number of cells per linear inch or centimeter — affects the fineness of detail that can be reproduced. Decorative paper cylinders typically use screen rulings of 70 to 120 lines per centimeter, with finer rulings used for high-definition woodgrain and stone pattern reproduction.
Cylinder Lifecycle and Reconditioning
A gravure cylinder for decorative paper production represents a significant investment — typically €3,000 to €15,000 per cylinder depending on size, engraving complexity, and whether the cylinder is owned or rented through a cylinder supplier service. The chrome surface that protects the engraved copper wears gradually through doctor blade contact, with wear rate depending on doctor blade material, contact pressure, ink abrasivity, and production speed. A well-managed cylinder on a modern decorative paper gravure press typically achieves 50,000 to 150,000 linear meters of printing before chrome wear reduces print quality to an unacceptable level. At that point, the cylinder is stripped of its chrome and copper layers, re-coppered, re-engraved, and re-chromed — a reconditioning cycle that can be repeated multiple times on the same steel base tube, significantly reducing the effective lifetime cost of cylinder assets.
Ink Systems for Decorative Paper Gravure Printing
The ink system used in a decorative paper gravure printing machine is a critical process variable that affects print quality, color gamut, drying performance, environmental compliance, and the suitability of the finished printed paper for subsequent processing steps. Three main ink system types are used in decorative paper gravure production.
Solvent-Based Gravure Inks
Solvent-based inks have historically dominated decorative paper gravure printing due to their fast drying speed at high machine speeds, excellent adhesion to treated paper surfaces, high color density, and strong resistance to the subsequent high-temperature and high-pressure lamination processes that decorative paper undergoes. The solvent carrier — typically toluene, ethyl acetate, methyl ethyl ketone, or blends thereof — evaporates rapidly in the drying tunnel, allowing printing speeds of 200+ m/min even with multiple color stations. The primary disadvantages are the environmental and occupational health impact of volatile organic compound (VOC) emissions, which require solvent recovery systems (condensation-based or activated carbon adsorption) and compliance with increasingly stringent air quality regulations. Most established decorative paper producers operating solvent gravure presses have invested in integrated solvent recovery systems that reclaim 90–95% of emitted solvents for reuse, significantly reducing both environmental impact and solvent cost.
Water-Based Gravure Inks
Water-based gravure inks eliminate the VOC emission issues of solvent systems and are increasingly specified by decorative paper producers facing tighter environmental regulation or targeting markets with strict indoor air quality requirements for finished products. Water-based inks for decorative paper gravure have improved substantially in color density, adhesion, and drying speed over the past decade, but they still present technical challenges compared to solvent systems. The evaporation enthalpy of water is significantly higher than that of organic solvents, requiring either lower production speeds, longer drying tunnels, higher dryer temperatures, or infrared supplementation to achieve equivalent drying performance. Water-based inks also have higher surface tension, which affects ink release from gravure cells and can require adjustment of cell geometry and impression pressure settings. Gravure printing machines specified for water-based ink operation have enhanced drying systems and modified ink circulation components appropriate for aqueous media.
UV-Curable Gravure Inks
UV-curable inks are cured by photochemical crosslinking under ultraviolet lamps rather than by solvent evaporation, producing essentially zero VOC emissions and near-instantaneous cure. They offer outstanding rub and chemical resistance in the cured film, which is advantageous for decorative papers that will face direct mechanical contact in lamination processing or end-use. However, UV inks for gravure are significantly more expensive than solvent or water-based systems, and UV-cured ink films have different flexibility characteristics that must be assessed against the deformation the printed paper will undergo during impregnation and pressing. UV gravure systems for decorative paper are a growing segment, particularly for premium and specialty applications, but have not yet displaced solvent systems as the dominant technology for mainstream high-volume production.
Post-Printing Systems on a Decorative Paper Gravure Press
The printing process itself is only part of what a modern decorative paper gravure printing machine does. For most decorative paper products, inline post-printing treatment systems are integrated into the press to apply functional coatings or surface treatments immediately after printing and before final wind-up.
Inline Coating Units
Many decorative paper gravure presses for furniture and flooring applications include one or more inline coating stations positioned after the final print station. These apply a primer, base coat, or surface treatment layer to the printed paper while still in-web, eliminating a separate offline coating operation. Common inline coatings for decorative paper include anti-smudge protective coatings that protect the printed ink film during roll handling and transport, impregnation primers that pre-treat the paper surface for more consistent resin uptake in subsequent impregnation processes, and functional barrier coatings applied for specific end-use requirements. The inline coating unit is typically a gravure coating station using a smooth or anilox cylinder rather than an engraved cylinder, applying the coating at a controlled coat weight across the full paper width.
Web Inspection Systems
Inline web inspection systems using high-resolution line scan cameras and image processing software are standard on modern decorative paper gravure presses. These systems scan 100% of the printed web surface at full production speed, comparing the live print image to a stored reference and flagging defects — registration errors, color streaks, doctor blade lines, cylinder damage marks, and substrate defects — in real time. Defect positions are logged with web coordinates so operators can locate and assess flagged areas during the rewind inspection or downstream processing. Inspection system sensitivity is adjustable to match the defect tolerance standard of the product being produced — high-value flooring paper applications typically require tighter defect criteria than lower-grade furniture paper.
Common Production Issues on Decorative Paper Gravure Presses and How to Address Them
Understanding the defects that most commonly affect decorative paper gravure printing helps operators diagnose problems quickly and implement the right corrective actions, minimizing waste and downtime.
- Doctor blade streaks (blade lines): Fine longitudinal streaks running in the machine direction, caused by particles trapped between the doctor blade and cylinder surface, blade damage, or incorrect blade contact angle. Corrective actions include increasing blade oscillation amplitude, checking blade contact pressure and angle, inspecting ink filtration for contamination, and checking cylinder chrome surface for pitting or roughness that traps particles.
- Misregistration between colors: Color-to-color alignment errors visible as halos, color fringing, or blurred pattern edges. Caused by register control system errors, web tension instability, thermal expansion of cylinders, or substrate stretch variation. Address by verifying register camera targets are clean and well-lit, checking web tension consistency across the machine, allowing adequate warm-up time for thermal stabilization, and verifying that substrate moisture content is consistent from roll to roll.
- Ink misting and spray: Fine ink droplets deposited outside the intended print area, most evident at high production speeds. Caused by ink viscosity too low, impression pressure too high, or ink surface tension too low. Corrective actions include checking and adjusting ink viscosity to specification, reducing impression pressure to the minimum required for adequate transfer, and reviewing ink formulation with the ink supplier if the issue persists across multiple cylinder changes.
- Skipped cells (snowflaking): Random light spots in solid print areas caused by ink failing to transfer from individual cells to the substrate. Typically caused by paper surface roughness or low porosity preventing cell ink contact, ink viscosity too high, impression pressure too low, or cell contamination from dried ink. Address by checking impression pressure settings, verifying ink viscosity is within specification, reviewing substrate surface energy values, and scheduling cylinder cleaning if ink residue buildup is suspected.
- Color variation within a roll (color drift): Gradual shift in color density or hue over the length of a production run, most commonly caused by ink viscosity drift as solvent evaporates from the ink tray, or temperature changes affecting ink rheology. Verify that the automatic viscosity control system is functioning correctly, check that ink tray temperature is stable, and review the ink circulation rate to ensure fresh ink is reaching the tray at an adequate rate relative to consumption.
- Web breaks: Paper substrate tearing during printing, causing production stoppages and material waste. Caused by tension spikes from splice faults, excessive impression pressure on fragile paper grades, paper defects in the substrate roll, or static charge buildup causing web deviation and fold-over. Ensure splice quality is verified before each roll join enters the press, check impression pressure settings for lightweight paper grades, implement static elimination bars at critical web path locations, and review substrate quality certification from the paper supplier.
Evaluating Suppliers of Decorative Paper Gravure Printing Machines
A decorative paper gravure printing machine is a multi-million-dollar capital investment with a service life measured in decades. Supplier evaluation deserves proportional diligence — the quality of the machine, the commercial terms, and the after-sales support structure all significantly affect the total cost of ownership and the operational success of the investment.
- Reference installations in decorative paper specifically: Gravure press technology is shared across packaging, publication, and decorative paper applications, but a supplier with documented experience in decorative paper installations understands the specific requirements of this application — wide printing widths, high-volume ink systems, inline coating integration, and the quality standards of the decorative surface industry. Request references for operating decorative paper installations and arrange site visits before committing to a supplier.
- Acceptance test protocols and guaranteed performance specifications: Any purchase contract for a decorative paper gravure printing machine should specify acceptance test conditions — production speed, number of colors, paper grade, ink system — and quantitative performance guarantees for registration accuracy, color uniformity, dryer efficiency, and defect rates measured during the acceptance run. Vague performance descriptions in a contract leave no recourse if the machine underperforms after installation.
- Spare parts availability and local service coverage: A gravure press that is out of service waiting for a replacement impression roller bearing or control board component costs far more per day in lost production than any savings achieved by selecting a cheaper machine or a supplier with poor spare parts infrastructure. Confirm that critical spare parts are stocked within your supply region, that the supplier has trained service engineers who can reach your facility within 24 to 48 hours for critical breakdowns, and that the supplier's business stability supports a decade-plus service relationship.
- Digital integration and Industry 4.0 readiness: Modern decorative paper gravure press installations increasingly interface with plant-level MES (manufacturing execution systems) for production scheduling, quality data collection, and predictive maintenance. Confirm that the machine's control architecture supports OPC-UA or equivalent open communication protocols, that production data is accessible in standard formats, and that the supplier has a roadmap for software updates and digital capability expansion over the machine's service life.
- Environmental system compliance and certification: Solvent-based gravure installations require integrated solvent recovery or thermal oxidation systems that must comply with local environmental permits. Confirm that the supplier can supply the complete environmental system as part of the machine package or has established integration partners, that the system is sized correctly for the press's solvent emission rate at maximum production speed, and that the supplier has experience with the permitting process requirements in your operating jurisdiction.


Product Categories
Recommended News

Recommended Products
The variety of models, to meet the development needs of various regions in the world.




Message Us Right Now!
Quick Links
Products
Contact Us
- Phone: +86-13067738802 (Manager Hua)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Technology Co., Ltd. All rights reserved.
 Privacy Rotogravure Printing Machine Manufacturers
Privacy Rotogravure Printing Machine Manufacturers