 English
English 中文简体
中文简体Gravure Printing Machine for Wood-Based Panel Finishing Materials: A Complete Technical and Buying Guide
Content
- 1 What Is a Gravure Printing Machine for Wood-Based Panel Finishing Materials?
- 2 How the Gravure Printing Process Works for Decorative Panel Papers
- 3 Key Machine Components and Their Functions
- 4 Types of Substrates Printed on Decorative Panel Gravure Presses
- 5 Ink Systems Used in Gravure Printing for Panel Finishing Papers
- 6 Machine Configuration Options for Different Production Requirements
- 7 Critical Quality Parameters in Decorative Panel Gravure Printing
- 8 Gravure Cylinder Preparation and Engraving for Wood Grain Patterns
- 9 Automation and Industry 4.0 Integration in Modern Decorative Paper Gravure Presses
- 10 Leading Manufacturers of Gravure Presses for Decorative Panel Finishing Materials
- 11 Key Considerations When Investing in a Gravure Press for Panel Finishing Material Production
- 12 Final Thoughts on Gravure Printing for Wood-Based Panel Finishing Materials
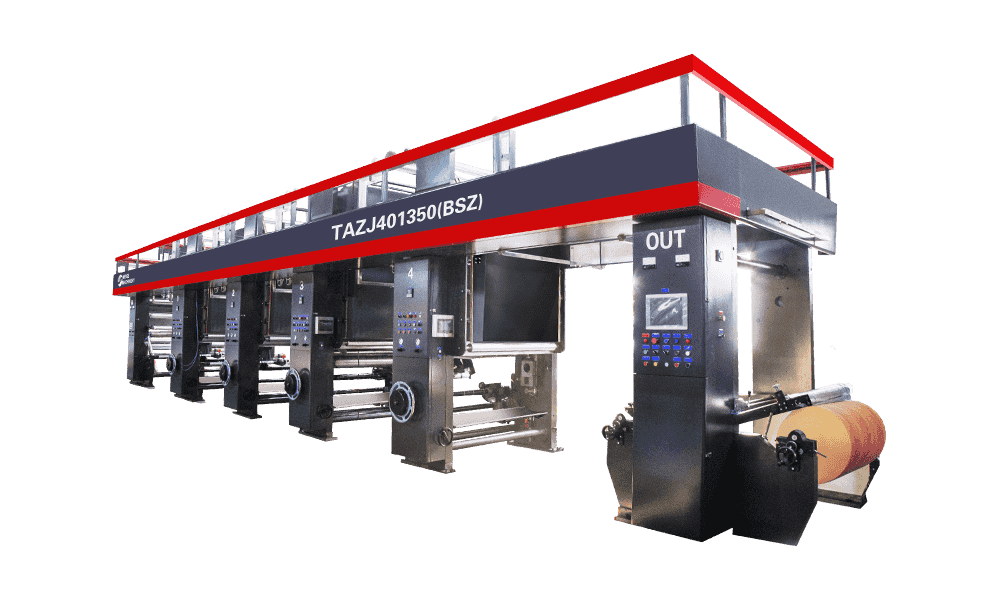
What Is a Gravure Printing Machine for Wood-Based Panel Finishing Materials?
A gravure printing machine for wood-based panel finishing materials is a specialized industrial press designed to transfer high-definition decorative patterns — wood grains, stone textures, abstract geometrics, solid colors — onto the paper, film, or foil substrates that are subsequently used to surface-finish panels such as MDF, particleboard, plywood, and HPL (high-pressure laminate). Unlike gravure printing in the packaging or publication sectors, this equipment is engineered specifically for the demands of the furniture, flooring, and interior decoration industries, where register precision, color depth, and repeat length consistency are directly tied to the visual quality of finished panels at the consumer level.
The substrates processed on these machines — typically decorative base paper, impregnated paper, PVC film, PET film, and melamine-coated release paper — go on to become the visual surface layer of laminate flooring planks, furniture board, kitchen cabinet panels, wall cladding, and door skins. The gravure cylinder engraves the design at depths of a few microns and transfers ink with exceptional consistency across web widths that commonly reach 1,600 to 2,200 mm and at operating speeds that can exceed 200 meters per minute on modern machines. This combination of scale, speed, and resolution makes gravure the dominant printing technology for decorative panel finishing material production worldwide.
How the Gravure Printing Process Works for Decorative Panel Papers
Understanding the mechanics of the gravure printing process helps explain why it is so well-suited to the production of wood-based panel finishing materials — and why the quality requirements placed on the machine are so exacting.
The Gravure Cylinder and Cell Structure
The core of any gravure press is the engraved cylinder. In decorative paper printing, cylinders are typically made from a steel core with a copper surface layer that is engraved — either by electromechanical stylus or laser — to create millions of microscopic cells. Each cell holds a precise volume of ink, which is determined by the cell's depth and area. Shallower, smaller cells transfer less ink and produce lighter tones; deeper, larger cells transfer more ink and produce denser colors. For wood grain patterns, which require extremely subtle tonal transitions to appear realistic, the cell geometry must be engraved with tolerances measured in single-digit microns. After engraving, the copper surface is chrome-plated to a hardness that allows it to withstand the abrasion of the doctor blade across millions of meters of substrate without measurable wear.
Ink Transfer, Doctor Blade, and Impression Roller
In operation, the gravure cylinder rotates partially submerged in an ink trough, flooding all engraved cells with ink. A hardened steel or composite doctor blade — held at a precise angle and contact pressure — then wipes the cylinder surface clean, leaving ink only inside the engraved cells. As the substrate web passes through the nip point between the gravure cylinder and a rubber-covered impression roller, the impression roller presses the substrate firmly into contact with the cylinder surface, allowing capillary action and pressure to pull the ink out of the cells and transfer it to the substrate. The impression roller pressure, durometer (rubber hardness), and surface condition are critical variables that directly affect ink transfer uniformity across the full web width.
Multi-Color Printing and Register Control
Realistic wood grain and stone texture designs typically require between four and eight color stations, each printing a different ink layer that builds up the final design through color separation. The web passes through each print station in sequence, and the registration between stations — how precisely each color layer aligns with the previous one — must be maintained within ±0.1 mm or tighter to avoid color halos or blurring that would make the pattern appear unrealistic. Modern gravure printing machines for decorative paper use closed-loop register control systems that continuously monitor printed marks with camera sensors and make real-time micro-adjustments to web tension and cylinder phase to compensate for stretch and thermal expansion of the substrate.
Key Machine Components and Their Functions
A gravure printing machine for wood-based panel finishing paper is a complex system of interdependent subsystems. The performance of the complete machine is only as good as the weakest component in the chain. Here is a breakdown of the main functional systems and what each contributes to print quality and production efficiency:
| Component | Function | Critical Performance Parameter |
| Unwind / Splicer | Feeds substrate web from roll; enables non-stop roll changes | Splice quality, tension consistency at unwind |
| Infeed Tension System | Establishes and maintains stable web tension entering print stations | Tension uniformity, dancer roller response speed |
| Print Station (per color) | Transfers one ink layer via gravure cylinder, doctor blade, and impression roller | Impression pressure uniformity, doctor blade contact angle, ink viscosity control |
| Drying / Curing Unit | Evaporates solvent or cures UV ink between and after print stations | Temperature profile consistency, airflow uniformity, solvent recovery efficiency |
| Register Control System | Monitors and corrects color-to-color alignment in real time | Camera resolution, correction response time, register tolerance |
| Ink Circulation System | Maintains ink viscosity, temperature, and supply to each print station | Viscosity stability (±1 second DIN4), temperature control (±1°C) |
| Web Guiding System | Maintains web lateral position within print stations | Lateral correction accuracy (±0.5 mm or better) |
| Rewind / Slitter | Winds finished printed web onto output rolls; may include slitting to width | Roll hardness consistency, edge quality of slit rolls |
Types of Substrates Printed on Decorative Panel Gravure Presses
The range of substrates processed on gravure printing machines for wood-based panel finishing materials is broader than many outside the industry realize. Each substrate type has distinct characteristics that affect machine setup, ink chemistry, drying requirements, and tension management.
Decorative Base Paper
Decorative base paper — also called décor paper or overlay paper — is the most widely printed substrate in this sector. It is a specially manufactured paper with high opacity, controlled porosity, and dimensional stability, typically in grammage ranges of 60 to 130 g/m². After gravure printing, this paper is impregnated with melamine or urea-formaldehyde resin and pressed onto MDF or particleboard substrates under heat and pressure to create the finished panel surface. The paper must accept solvent-based gravure inks with high absorption uniformity to ensure color consistency; variations in paper porosity across the web width directly translate into print density variations that are visible on the final laminated panel.
PVC Decorative Film
PVC film is widely used as a finishing material for furniture components, door panels, and profile wrapping applications. Gravure printing on PVC film requires ink systems formulated specifically for plasticized PVC to prevent ink migration over time — a phenomenon where plasticizers in the PVC migrate into the ink layer, causing color shift and adhesion loss over the product's service life. PVC film substrates are also more sensitive to heat than paper, requiring careful management of drying temperatures and web speed to avoid thermal distortion.
PET and OPP Films
Polyester (PET) and oriented polypropylene (OPP) films are used for higher-performance finishing applications where greater resistance to moisture, abrasion, and chemicals is required compared to PVC or paper. These films have very low surface energy and require corona treatment inline or prior to printing to raise surface energy to levels sufficient for ink adhesion. Gravure printing on PET and OPP also requires precise tension control because these films have low elongation at break and are prone to web breaks if tension spikes exceed the film's tensile strength.
Impregnated Paper and Release Liner
Some gravure press configurations in this sector print onto pre-impregnated papers — paper that has already been partially saturated with resin — or onto silicone release liners used in short-cycle lamination processes. These substrates present additional challenges: impregnated papers have reduced ink absorption compared to base paper due to the resin filling the fiber pores, requiring adjusted ink formulations with modified drying profiles, while release liners require specialized ink adhesion strategies due to the low-energy silicone surface.
Ink Systems Used in Gravure Printing for Panel Finishing Papers
The ink chemistry used in a gravure printing machine for wood-based panel finishing materials must satisfy requirements that go far beyond color appearance. The ink becomes a permanent component of the finished panel product and must withstand the downstream processing conditions — resin impregnation, high-temperature lamination press cycles, surface wear — without color shift, bleeding, or delamination.
Solvent-Based Gravure Inks
Solvent-based inks remain the dominant chemistry for decorative paper gravure printing. They use volatile organic solvents — typically toluene, ethyl acetate, or alcohol blends — as the carrier medium, which evaporate rapidly in the drying ovens between print stations. Solvent-based inks offer fast drying speeds (enabling high press speeds), excellent flow into gravure cells (important for fine-detail wood grain reproduction), and strong adhesion to both paper and film substrates. The primary disadvantage is the need for solvent recovery systems — thermal oxidizers or active carbon adsorption units — to capture and neutralize VOC emissions to comply with environmental regulations.
Water-Based Gravure Inks
Water-based gravure inks are used in facilities with strict solvent emission limits or where production of paper substrates for food-adjacent applications requires solvent-free processing. Water-based inks require higher drying energy input than solvent inks because water has a much higher heat of vaporization, meaning drying ovens must run hotter and longer to achieve equivalent drying at a given press speed. This typically results in a 15–25% reduction in maximum press speed compared to equivalent solvent-based operations. Ink formulation for water-based gravure on decorative paper also needs careful pH management and foam control to prevent printing defects.
Resin Compatibility Requirements
A critical and often overlooked requirement for inks used in decorative panel paper gravure printing is compatibility with the impregnation resins applied downstream. When a printed décor paper is impregnated with melamine resin, the resin must penetrate through the printed ink layers without causing color bleeding, ink dissolution, or adhesion loss between the ink and paper fiber. Ink manufacturers formulate decorative paper gravure inks with resin-compatible binder systems that remain intact through the impregnation and pressing process. Converters should always test new ink formulations against the specific resin systems used in their downstream impregnation line before committing to full production.

Machine Configuration Options for Different Production Requirements
Gravure printing machines for wood-based panel finishing materials are available in several configuration formats, each optimized for different production scales, substrate types, and design complexity levels. Selecting the right configuration is a capital investment decision with long-term implications for production flexibility and unit economics.
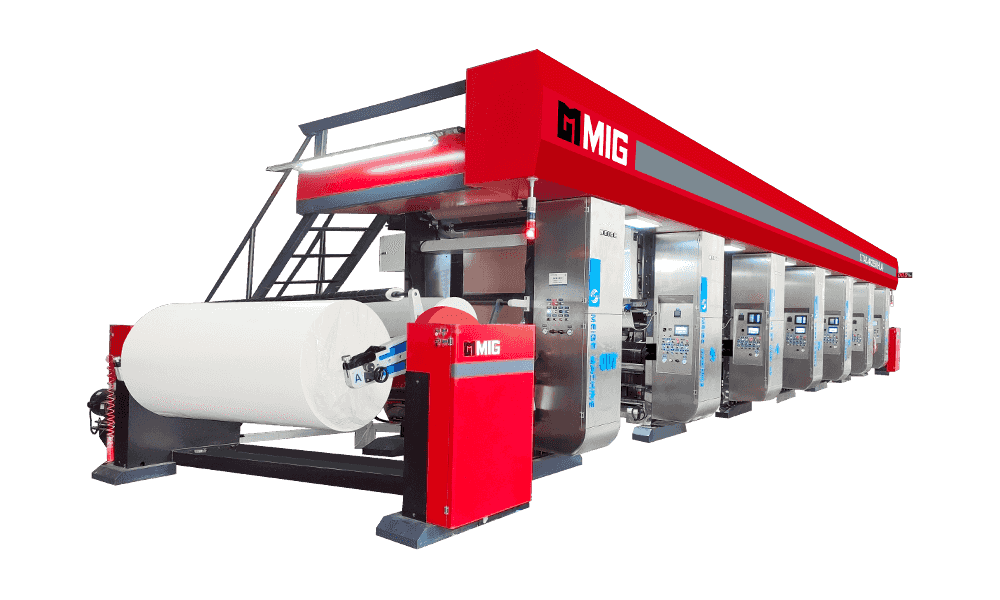
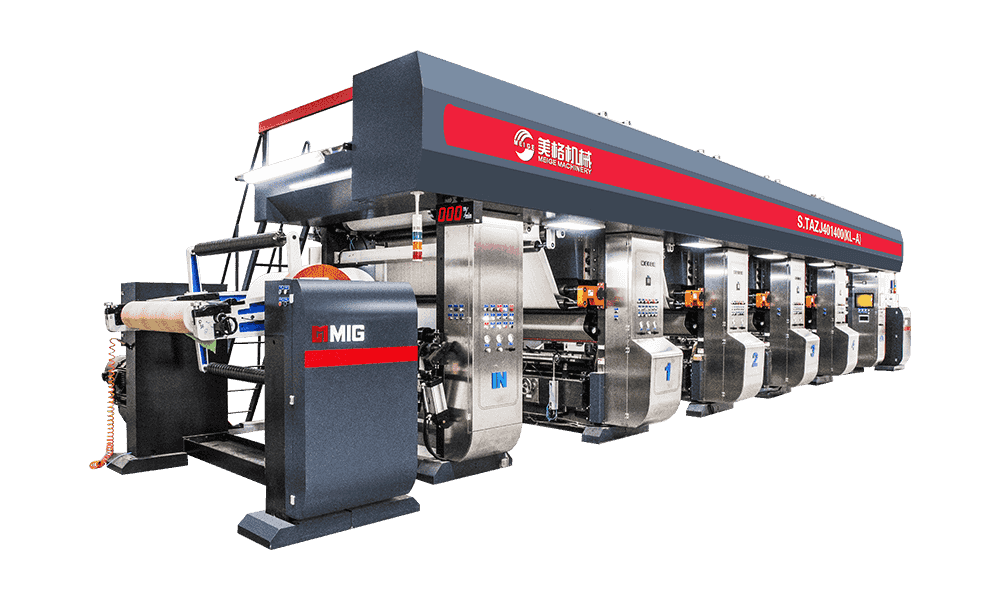
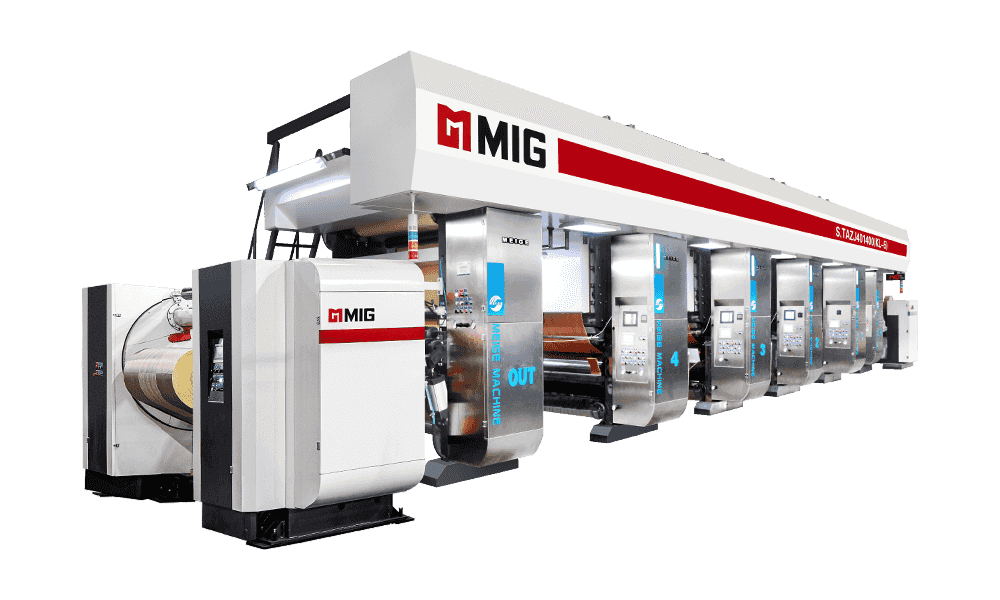
In-Line Multi-Color Presses
The in-line configuration places all print stations in a horizontal sequence, with the web traveling from unwind through each color station to the rewind in a single continuous path. This is the most common configuration for high-volume decorative paper printing operations running four to eight colors. In-line presses offer the highest production speeds (up to 250 m/min on modern machines), the tightest register control, and the best suitability for automated color management systems because the web path is linear and predictable. The trade-off is the machine's physical footprint — an 8-color in-line gravure press for decorative paper can be 40–60 meters long, requiring significant floor space in the printing plant.
Tower (Stack) Configuration Presses
Tower-configuration gravure presses stack the print stations vertically, reducing the machine's floor space footprint while maintaining multi-color capability. They are more commonly seen in facilities where floor space is constrained or where the production mix includes shorter runs of multiple designs that require frequent cylinder changes. The vertical web path can introduce additional challenges for tension control and register management compared to in-line configurations, but modern servo drive systems have largely addressed these issues on premium-grade tower presses.
Combined Gravure and Coating Lines
Many manufacturers of finishing materials for wood-based panels invest in combination lines that integrate gravure printing stations with inline coating applicators — typically for applying base coats, barrier coats, or top-coat lacquers in the same web pass as the printing operation. This configuration eliminates the need for a separate coating pass, reducing handling, drying time, and the risk of surface contamination between processing steps. Combined lines are particularly common in the production of PVC and PET film-based panel finishing materials where multiple functional coating layers are required in addition to the decorative print.
Critical Quality Parameters in Decorative Panel Gravure Printing
The quality standards applied to gravure-printed panel finishing materials are significantly more demanding than those for many other gravure applications, because the final visual result is judged under intense scrutiny in the form of a large, flat panel surface illuminated by raking light in a showroom or domestic environment. The following quality parameters are the most critical to control:
- Color density and consistency: ΔE color variation across the web width and along the machine direction should be maintained within ΔE ≤ 1.5 (CIE Lab) for premium decorative paper grades. Variations above this threshold become visible as color streaks or shading differences across the face of a panel. Consistent ink viscosity and temperature management are the primary controls for this parameter.
- Register accuracy: For multi-color wood grain and stone patterns, color-to-color register must be maintained within ±0.1 to ±0.2 mm throughout the production run. Register drift beyond this range produces visible color halos around pattern elements that are immediately apparent on the laminated panel surface.
- Pattern repeat length consistency: The circumference of the gravure cylinder determines the repeat length of the design — typically 630 mm to 1,250 mm for decorative paper patterns. Any variation in repeat length (caused by tension fluctuations or cylinder bearing play) creates mismatches at panel-to-panel joints in flooring or wall cladding applications, which are highly visible in the installed end product.
- Doctor blade streaks and missing dots: Doctor blade defects — fine continuous lines running in the machine direction — are among the most common gravure printing defects and among the most difficult to eliminate completely. They are caused by particles or hardened ink fragments caught between the blade edge and the cylinder surface. Careful ink filtration, blade material selection (steel vs. composite vs. plastic), and blade loading pressure management are the primary controls.
- Ink drying completeness: Residual solvent in the printed web — caused by insufficient drying between or after print stations — leads to blocking (adjacent layers of the rewound roll sticking together), color transfer to backing rolls, and poor ink adhesion after downstream impregnation. Residual solvent levels should be monitored with inline or offline solvent testing throughout production runs.
- Surface contamination and hickeys: Dust particles, paper fibers, and dried ink particles that land on the substrate web between print stations create hickeys — small circular defects with a missing-print center surrounded by a ring of heavy ink deposit. Clean room standards for the press environment, effective web cleaning systems, and enclosed ink troughs minimize contamination-related defects.
Gravure Cylinder Preparation and Engraving for Wood Grain Patterns
The gravure cylinder is both the most expensive consumable in the decorative paper gravure printing process and the single component that most directly determines the visual quality of the final product. For wood-based panel finishing material producers, cylinder quality and management represent a significant ongoing operational cost and competitive differentiator.
Design Digitization and Color Separation
Creating a gravure cylinder for a wood grain or stone texture design begins with high-resolution digital origination. Natural wood samples or stone surfaces are scanned at resolutions of 600 to 1200 dpi or photographed under controlled lighting conditions to capture the full tonal range of the texture. This digital file is then processed through color separation software that divides the design into the number of ink layers planned for the print job, assigns each layer to a specific color station, and generates the engraving data files — one per cylinder — that will drive the engraving machine. The quality of this color separation work directly determines how realistic the final printed pattern will appear on the panel surface.
Electromechanical vs. Laser Engraving
Two engraving technologies are used for decorative paper gravure cylinders. Electromechanical engraving uses a diamond stylus driven by a servo motor to physically cut cells into the copper cylinder surface at frequencies up to 8,000 cells per second — producing cells with a characteristic diamond or V-groove shape. Laser engraving uses a focused high-power laser beam to ablate material from the cylinder surface, producing cells with steeper walls and more varied shapes that can more accurately reproduce complex tonal gradients. Laser-engraved cylinders are generally preferred for the most demanding decorative paper applications — particularly for reproducing the fine micro-texture of natural wood pore structures — because they offer greater cell geometry flexibility and finer tonal resolution.
Chrome Plating and Cylinder Life Management
After engraving, the copper cylinder surface is chrome-plated to a Vickers hardness of 900–1000 HV, creating a wear-resistant surface that can withstand the continuous abrasion of the steel doctor blade across millions of meters of substrate. Cylinder life before re-chrome is typically 5–15 million meters of printing, depending on doctor blade type, ink abrasiveness, and press speed. At end of life, cylinders are de-chromed, the copper surface is polished back, and the cylinder is re-electroplated and re-engraved for the next job — making gravure cylinders a depreciable asset that is managed across dozens of production cycles over their working life.
Automation and Industry 4.0 Integration in Modern Decorative Paper Gravure Presses
The latest generation of gravure printing machines for wood-based panel finishing materials incorporates advanced automation and data integration features that significantly improve production efficiency, quality consistency, and traceability compared to machines from even a decade ago.
- Automatic color management systems (CMS): Inline spectrophotometers or densitometers continuously measure printed color values across the web width and automatically adjust ink supply, viscosity, and impression pressure to maintain target color within specification without operator intervention. Modern CMS systems can achieve color stability to within ΔE ≤ 0.5 on stable production runs.
- Automatic viscosity control: Viscosity meters at each ink station continuously monitor ink viscosity and automatically add solvent or ink concentrate to maintain target viscosity within ±0.5 seconds (DIN4 cup). This eliminates manual viscosity checks — a major source of color variation on less automated machines.
- Automatic doctor blade pressure and angle adjustment: Servo-controlled doctor blade systems allow blade pressure and contact angle to be set and stored as job parameters in the press control system, enabling repeatable setup from job to job without manual blade adjustment. Some advanced systems also monitor blade wear and alert the operator when blade replacement is required.
- 100% inline defect detection: High-resolution camera systems operating at press speed scan the full web width for print defects — hickeys, streaks, register errors, missing dots — and flag defective sections of the roll with automatic marking systems so they can be excluded during downstream processing. This eliminates the need for manual roll inspection and ensures that defective material is not passed to impregnation and lamination lines.
- OEE monitoring and MES integration: Modern press control systems log all production data — speed, tension, temperature, color values, defect events, downtime causes — in real time to manufacturing execution system (MES) platforms, enabling OEE (Overall Equipment Effectiveness) analysis, predictive maintenance scheduling, and full production traceability from substrate roll to finished printing roll.
Leading Manufacturers of Gravure Presses for Decorative Panel Finishing Materials
The market for gravure printing machines for wood-based panel finishing materials is served by a relatively small number of specialized press manufacturers, most of whom have deep experience in both the gravure printing technology and the specific requirements of the decorative panel industry. The following companies are among the most established suppliers in this sector:
- Bobst Group (Switzerland): Bobst's gravure division offers high-speed in-line presses with advanced automation systems suitable for decorative paper and film printing. Their Expert RS 6003 and related platforms are widely used in high-volume décor paper production.
- Windmöller & Hölscher (Germany): W&H manufactures gravure presses with strong capabilities in flexible packaging and technical substrates, with configurations adaptable to decorative film and paper applications.
- Cerutti Group (Italy): Cerutti has a long history in publication and decorative gravure printing, with press platforms specifically designed for wide-web decorative paper production in the furniture and flooring industry.
- Shaanxi Beiren Printing Machinery (China): One of the leading Chinese manufacturers of gravure printing equipment for the decorative paper sector, offering both standard and custom-configured wide-web presses targeting the large domestic Chinese decorative panel market as well as export customers.
- UTECO Group (Italy): UTECO produces high-performance gravure presses with strong register and color management systems, with installations in decorative paper printing facilities across Europe, Asia, and the Americas.
Key Considerations When Investing in a Gravure Press for Panel Finishing Material Production
Purchasing a gravure printing machine for wood-based panel finishing material production is one of the largest capital investments a decorative paper or film converter will make. The following evaluation criteria should be addressed systematically before committing to a specific machine and supplier.
Web Width and Speed Requirements
Define the maximum and minimum substrate widths you need to process, and the range of substrate types (paper, PVC film, PET film) and grammages that will be run. This determines the mechanical design requirements for the impression roller, cylinder bearing loads, drying system capacity, and web tension control range. A machine specified for a single substrate type at one width and speed will always outperform a more generalized design — but a machine that cannot accommodate your full product range will limit future growth.
Number of Color Stations and Design Complexity
Evaluate your current and projected design portfolio to determine the maximum number of color stations you will realistically need. Adding a print station to an existing machine is possible on some platforms but is always more expensive and technically challenging than specifying the correct number of stations at the time of original purchase. Most decorative paper gravure operations find that six to eight color stations provide adequate flexibility for the full range of wood grain, stone, and abstract designs in a typical product portfolio.
Ink System Compatibility and Environmental Compliance
Confirm that the machine's drying system — whether thermal solvent recovery, direct oxidation, or UV curing — is compatible with the ink chemistries you intend to use and compliant with current and anticipated future VOC emission regulations in your operating jurisdiction. Environmental compliance retrofits on existing machines are costly; specifying the correct drying and emission control technology at machine purchase is significantly more economical.
After-Sales Support and Spare Parts Availability
A gravure printing machine that is unplanned downtime is an extremely expensive asset sitting idle. Evaluate each manufacturer's service network coverage in your region, typical spare parts lead times for critical components (impression rollers, doctor blade holders, drying system components, servo drives), and the availability of remote diagnostic and support capabilities. Reference visits to existing customers of the machine manufacturer in your industry sector are the most reliable way to assess real-world after-sales performance before committing to a purchase.
Final Thoughts on Gravure Printing for Wood-Based Panel Finishing Materials
The gravure printing machine remains the definitive technology for producing the decorative paper and film substrates that give wood-based panels their visual identity — the wood grains, stone textures, and decorative patterns that consumers see every day in their flooring, furniture, and interior spaces. No other printing technology currently combines the resolution, speed, web width capability, and ink laydown consistency that gravure delivers at the production scales required by the global panel finishing industry.
As the industry evolves — with growing demand for shorter design runs, faster design-to-market cycles, and more sustainable ink and substrate systems — gravure press manufacturers and decorative paper converters are adapting through automation, digital workflow integration, and ink chemistry innovation. For producers of wood-based panel finishing materials who are evaluating their printing technology strategy, a thorough understanding of gravure press capabilities, quality parameters, and investment considerations is essential groundwork for making decisions that will shape their production competitiveness for the next decade and beyond.


Product Categories
Recommended News

Recommended Products
The variety of models, to meet the development needs of various regions in the world.




Message Us Right Now!
Quick Links
Products
Contact Us
- Phone: +86-13067738802 (Manager Hua)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Technology Co., Ltd. All rights reserved.
 Privacy Rotogravure Printing Machine Manufacturers
Privacy Rotogravure Printing Machine Manufacturers