 English
English 中文简体
中文简体How to solve ink problems in gravure printing?
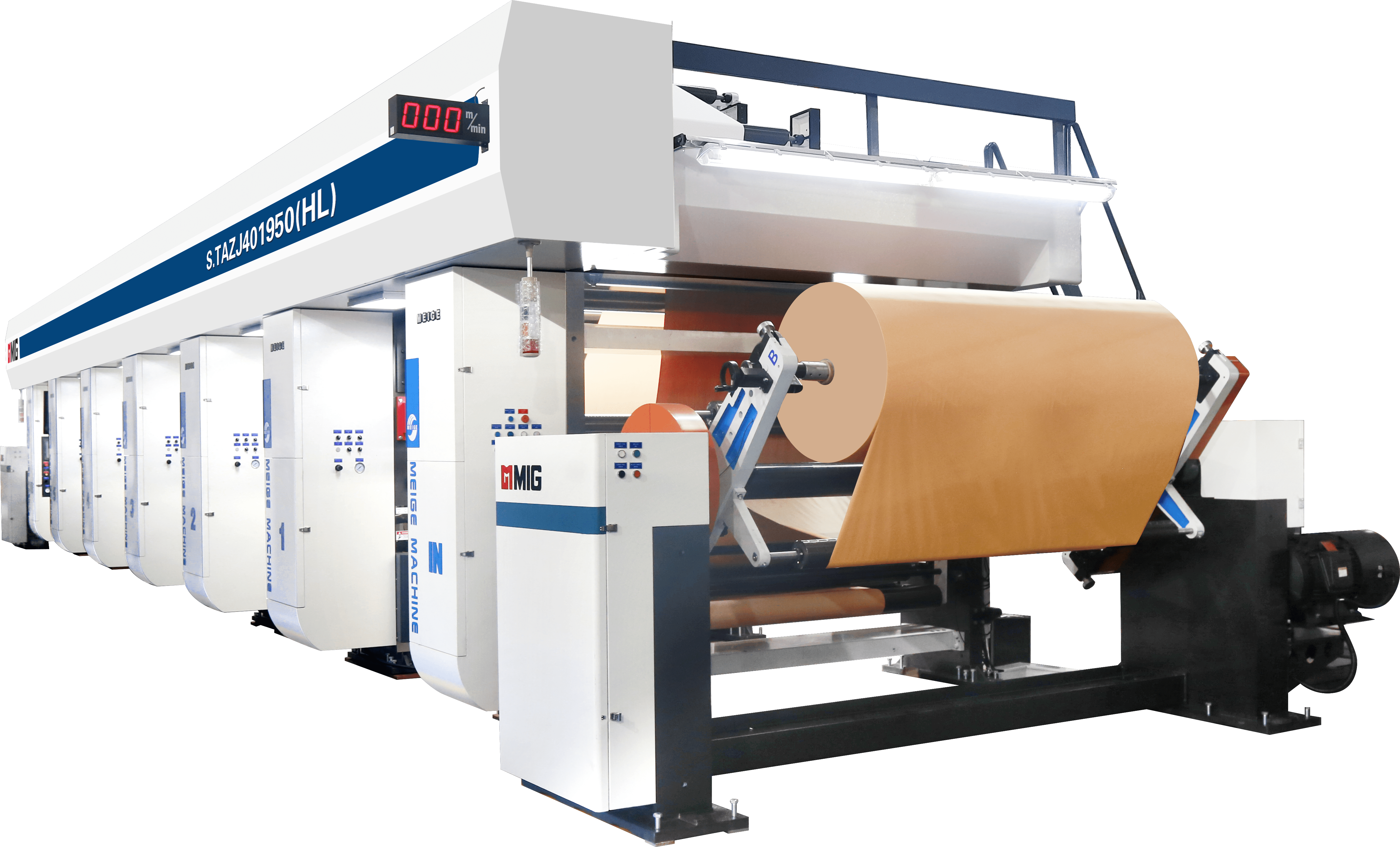
Gravure printing, with its exceptional color fidelity and durability, is a cornerstone of high-quality, high-speed printing, widely used in packaging, publications, and decorative materials. However, the success of gravure printing heavily relies on effectively managing ink-related issues. If not addressed properly, these problems can significantly impact print quality and reduce production efficiency.
Content
Understanding Ink Rheology in Gravure Printing
To solve ink problems, one must first understand how ink behaves within a gravure printing machine. Ink is not a simple liquid; it is a complex colloidal system whose performance is determined by several parameters, including viscosity, thixotropy, surface tension, and drying speed.
-
Viscosity: This is the measure of an ink's resistance to flow. High viscosity can prevent the ink from completely filling the cells, leading to an incomplete printed image. Conversely, low viscosity can cause ink to splatter or create a fine mist during printing.
-
Thixotropy: This refers to the property of ink to decrease in viscosity when subjected to shear stress (e.g., from the doctor blade) and to regain its viscosity when at rest. Proper thixotropy helps the ink transfer smoothly from the cells.
-
Surface Tension: This affects how well the ink wets the printing plate and the substrate. Improper surface tension can lead to uneven ink adhesion, causing streaking or mottling.
-
Drying Speed: Gravure printing uses volatile solvents, making ink drying speed critical. If the ink dries too fast, it can harden in the cells, creating a dry-in or hazing problem. If it dries too slowly, it can lead to set-off as the web is wound.
Common Gravure Printing Ink Problems and Solutions
1. Doctor Blade Streaking/Scumming
Problem Description: The print shows fine, long lines in the direction of the doctor blade, usually because the ink was not completely wiped off the cylinder by the blade.
Professional Analysis and Solutions:
-
Doctor Blade Issues: Inspect the doctor blade for wear, improper angle, or uneven pressure. A worn blade should be replaced. The ideal doctor blade angle is typically between 60 and 75 degrees.
-
Ink Particles: The ink may contain undissolved pigment particles or dried ink clumps. Use higher-quality ink and ensure the ink circulation system is clean.
-
Cell Defects: The cells may have residual impurities or be damaged. The printing plate may need to be cleaned or re-engraved.
-
Ink Viscosity: High ink viscosity can make it difficult for the doctor blade to wipe the cylinder clean. Adjust the ink viscosity by adding an appropriate amount of thinner to bring it within the recommended range.
2. Hazing/Drying in Cells
Problem Description: During printing, the ink in the cells dries before it can be transferred to the substrate, resulting in missing image details or light colors.
Professional Analysis and Solutions:
-
Drying Speed: This is the primary cause. The ink's solvents are evaporating too quickly. Add slow-drying solvents (such as butanol or ethylene glycol monobutyl ether) to slow down the drying process.
-
Environmental Conditions: Check the temperature and humidity of the pressroom. High temperatures and low humidity accelerate ink drying. Maintaining a stable environment (recommended temperature 20-25°C, humidity 50-60%) is crucial.
-
Printing Speed: Printing too slowly gives the ink more time to dry. Increase the operating speed of the gravure printing machine as much as print quality allows.
-
Ventilation System: Check if the airflow in the drying ovens and ventilation system is too strong, as excessive air can accelerate solvent evaporation.

3. Set-off
Problem Description: Ink from the front of a printed sheet transfers to the back of the next sheet when stacked or wound.
Professional Analysis and Solutions:
-
Incomplete Ink Drying: This is the most direct cause. Increase the drying oven temperature, extend the oven length, or adjust the printing speed to ensure the ink is completely dry before winding.
-
Ink Formulation: Check the ratio of resin to solvent in the ink. Some resins dry more slowly. Consider using a faster-drying ink formulation.
-
Static Electricity: Static can cause sheets or film to stick together, affecting ink drying and winding. Install static eliminators on the gravure printing machine.
-
Chill Roller Temperature: Check the temperature of the chill rollers. If the temperature is too high, it can keep the ink on the wound web in a liquid state, making set-off more likely.
4. Foaming
Problem Description: The ink's surface develops bubbles, which can cause voids or spots in the printed image.
Professional Analysis and Solutions:
-
Mechanical Agitation: The ink is being over-agitated in the circulation pump or ink tray. Check the pump settings and ensure a smooth ink flow.
-
Chemical Causes: The ink's surface tension is too low, making it prone to foaming. A small amount of defoaming agent can be added to resolve this.
-
Solvent Evaporation: Rapid solvent evaporation can create gas, leading to bubbles. Adjusting the solvent ratio can alleviate this problem.
Conclusion
Solving ink problems on a gravure printing machine requires a systematic approach. First, accurately diagnose the root cause, then make comprehensive adjustments across three areas: ink formulation, machine parameters, and environmental conditions. Regular equipment maintenance, strict ink quality control, and a deep understanding of the printing process are key to ensuring high-quality and efficient gravure printing. By mastering ink rheology, a press operator can act as a chemist, precisely adjusting ink parameters to overcome various printing challenges.

Product Categories
Recommended News
2026-07-01How to Choose a Gravure Printing Machine for Building Materials That Actually Pays Off
2026-06-24How a Gravure Printing Machine for Home Decoration Turns Plain Paper Into Wood-Grain Floors and Wallpaper
2026-06-17Everything You Need to Know About the Decorative Paper Gravure Printing Machine
Recommended Products
The variety of models, to meet the development needs of various regions in the world.



Message Us Right Now!
Quick Links
Products
Contact Us
- Phone: +86-13067738802 (Manager Hua)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Technology Co., Ltd. All rights reserved.
 Privacy Rotogravure Printing Machine Manufacturers
Privacy Rotogravure Printing Machine Manufacturers