 English
English 中文简体
中文简体Rotogravure Printing Machine: How It Works, What It's Used For, and How to Choose One
Rotogravure printing machines sit at the high end of the industrial printing world — they are expensive to set up, technically demanding, and capable of print quality and run volumes that no other printing process can consistently match at scale. If you are evaluating gravure printing equipment for the first time, or trying to understand whether a rotogravure press is the right investment for your production requirements, this guide gives you a detailed, practical breakdown of how the process works, what the equipment consists of, where it is used, and what to look for when sourcing a machine.
Content
- 1 How Rotogravure Printing Actually Works
- 2 Key Components of a Rotogravure Printing Machine
- 3 Where Rotogravure Presses Are Used
- 4 Rotogravure vs. Flexographic Printing: Which Process Makes Sense?
- 5 Types of Rotogravure Printing Machines
- 6 What to Evaluate When Buying a Rotogravure Printing Machine
- 7 Gravure Cylinder Management: The Hidden Operating Cost
- 8 The Bottom Line on Rotogravure Printing Machines
How Rotogravure Printing Actually Works
Rotogravure is an intaglio printing process, which means the image is engraved into the surface of a cylinder rather than raised above it. The gravure cylinder — typically a steel core with a copper surface layer — is covered with millions of tiny recessed cells. Each cell holds a specific volume of ink, and that volume determines how much ink is deposited on the substrate at that point, which in turn controls color density and tonal gradation.
During the printing process, the gravure cylinder rotates through an ink bath or is flooded with ink by a doctor blade system. A precision-ground doctor blade wipes the cylinder surface clean, leaving ink only in the engraved cells. The substrate — film, foil, paper, or laminate — passes between the gravure cylinder and a rubber impression roller. The impression roller applies pressure, pulling the ink out of the cells and onto the substrate. This transfer happens at speeds that can exceed 300 meters per minute on modern high-speed gravure presses.
Each color in the design requires a separate gravure cylinder and a separate printing unit on the press. A full-color flexible packaging job typically uses six to ten printing units arranged in sequence, with drying ovens between each unit to evaporate solvent before the next color is applied. The result is a precisely registered, high-density print with tonal depth and consistency that is extremely difficult to replicate with flexographic or digital printing processes at comparable volumes.
Key Components of a Rotogravure Printing Machine
Understanding the major components of a gravure printing machine helps when evaluating specifications, comparing suppliers, and diagnosing print quality issues in production. Here are the critical systems:
Gravure Cylinder
The gravure cylinder is the core of the process and the most significant cost element outside the press itself. A standard cylinder consists of a steel or aluminum base, an electroplated copper layer in which the image is engraved, and a hard chrome plating over the copper that extends cylinder life during the press run. Cells are engraved using either electromechanical engraving — where a diamond stylus cuts individual cells at high speed under computer control — or laser engraving, which uses a laser to ablate a zinc or polymer layer over the copper. Electromechanical engraving on copper remains the industry standard for most flexible packaging work due to its cell geometry accuracy and print quality.
Cell geometry — cell shape, depth, and screen ruling (cells per centimeter) — directly controls ink laydown and print quality. Deeper cells carry more ink and produce higher densities; shallower cells produce lighter tones. Screen rulings for packaging gravure typically run from 70 to 180 lines per centimeter depending on substrate and required resolution. Cylinder circumference determines the repeat length of the printed image, which must match the package design dimensions exactly.
Doctor Blade System
The doctor blade is a thin, flexible steel or composite blade that presses against the rotating gravure cylinder at a precisely controlled angle and pressure. Its function is to wipe the cylinder surface clean after inking, leaving ink only in the recessed cells. Doctor blade angle, pressure, and blade material all affect print quality significantly. A blade that is too aggressive causes premature cylinder wear and streaking; a blade with insufficient pressure leaves ink on the land areas between cells, producing tonal contamination. Most modern rotogravure presses use enclosed doctor blade chambers that reduce ink evaporation and minimize solvent exposure in the press environment.
Impression Roller
The impression roller is a rubber-covered roller that presses the substrate against the gravure cylinder to facilitate ink transfer. Impression roller hardness — measured in Shore A — affects ink transfer efficiency and print density. Harder rollers provide cleaner edges and are used for line work and text; softer rollers conform better to substrate surface variations and are used for tone and photographic reproduction. Impression pressure is adjustable and is set per job based on substrate type and ink viscosity.
Drying System
Between each printing unit, the ink must be dried sufficiently to prevent ink-to-ink contamination and blocking. Gravure inks for flexible packaging are typically solvent-based — the drying system uses heated air to evaporate the solvent carrier rapidly. Drying oven length, air temperature, and air velocity determine how fast the press can run: longer ovens and higher temperatures allow faster press speeds. Water-based gravure inks, used in some paper and board applications, require more drying energy and longer oven residence time than solvent-based inks, which limits press speed comparatively.
Web Tension Control System
Maintaining consistent substrate tension throughout the press is critical for print registration — particularly on thin, extensible films that respond to tension variations with dimensional changes. Modern rotogravure printing machines use closed-loop tension control systems with load cells and servo-driven nip rollers to maintain constant tension across the web. Register control systems use optical sensors and motorized cylinder drives to maintain precise alignment between colors — modern systems achieve register tolerances of ±0.1 to ±0.2 mm at full production speed.
Where Rotogravure Presses Are Used
Rotogravure printing machines are deployed in a relatively narrow set of industries where their specific combination of print quality, consistency, and high-volume economics is most advantageous. The major application areas are:
- Flexible packaging: The dominant application for gravure printing worldwide. Snack food bags, stand-up pouches, candy wrappers, frozen food packaging, pet food bags, and condiment sachets are almost universally printed on gravure presses at production volumes. The process handles the thin polyester, polypropylene, nylon, and polyethylene films used in flexible packaging better than any alternative at high speeds.
- Decorative laminates and surface films: Flooring, furniture panels, and decorative surfaces are printed with rotogravure presses using UV-curable or solvent inks on paper or film substrates that are subsequently laminated to board or MDF. The repeat patterns and wood grain reproductions in these applications require the tonal depth and run consistency that gravure provides.
- Publication and magazine printing: High-circulation magazines, catalogs, and newspaper supplements have historically been printed on gravure presses — the process produces superior photographic reproduction on coated paper at very high speeds. However, declining print circulations have reduced this segment significantly, and much publication gravure capacity has been retired or converted in recent years.
- Wallcovering and specialty textiles: Vinyl wallcovering and some textile printing applications use gravure presses to lay down repeat patterns and surface treatments at the volumes required for commercial interior applications.
- Security printing: Banknotes, passports, and official documents use intaglio printing — a close relative of gravure — for the raised ink tactile elements that are difficult to counterfeit. Specialized security gravure presses are used by government printing bureaus for this application.
Rotogravure vs. Flexographic Printing: Which Process Makes Sense?
The comparison between rotogravure and flexographic printing is the most common evaluation decision for flexible packaging converters. Both processes print on similar substrates at high speeds, but they have fundamentally different economics and performance profiles. Here is a direct comparison:
| Factor | Rotogravure | Flexographic |
| Print Quality | Excellent — superior tonal depth and consistency | Good to very good — improved significantly with HD plates |
| Cylinder / Plate Cost | High — $500–$2,000+ per gravure cylinder | Moderate — $100–$500 per flexo plate set |
| Makeready Time | Longer — cylinder changes and setup are time-intensive | Shorter — plate mounting and setup faster |
| Run Length Economics | Best for long runs (500,000m+) | Better for medium runs (50,000–500,000m) |
| Press Speed | Up to 300–400 m/min | Up to 400–600 m/min (some configurations) |
| Ink Type | Primarily solvent-based; water-based available | Solvent, water-based, and UV/EB options |
| Cylinder / Plate Durability | Excellent — chrome-plated cylinders last millions of meters | Good — plates typically last 1–3 million impressions |
The fundamental rule of thumb: rotogravure becomes economically superior to flexographic printing as run lengths increase. The high cylinder cost is amortized across very large volumes, bringing per-unit print cost below flexo. For SKUs with short runs or frequent design changes, flexographic printing typically makes more economic sense despite the print quality trade-off.
Types of Rotogravure Printing Machines
Not all gravure presses are the same. Rotogravure printing machines are built in several configurations depending on the application, substrate, and production environment:
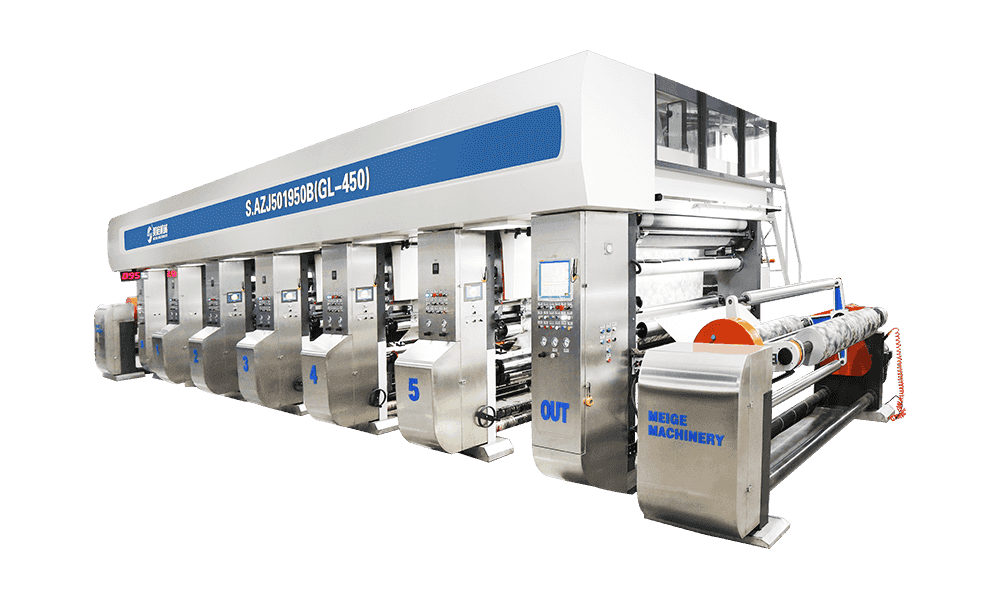
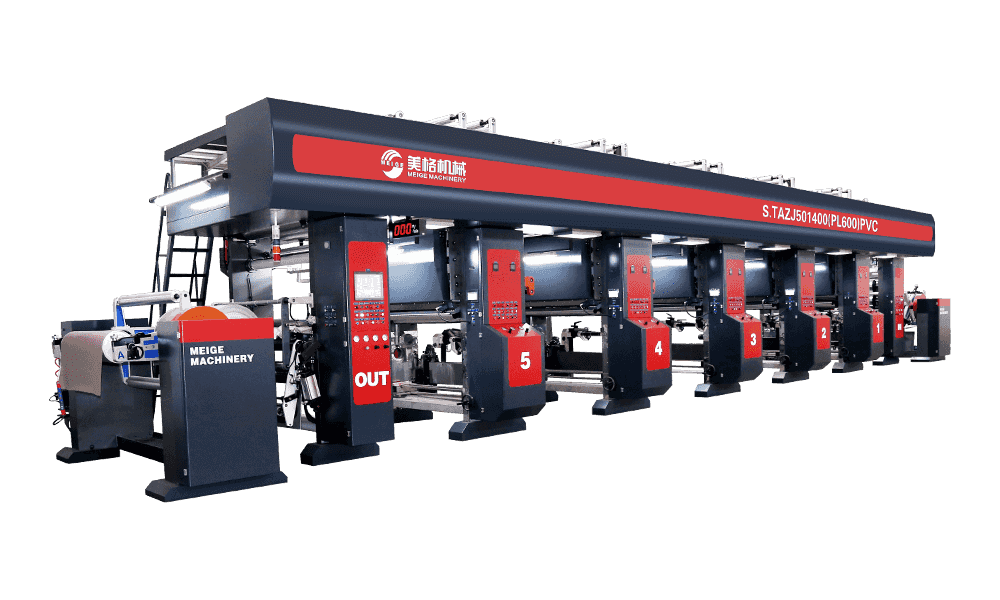
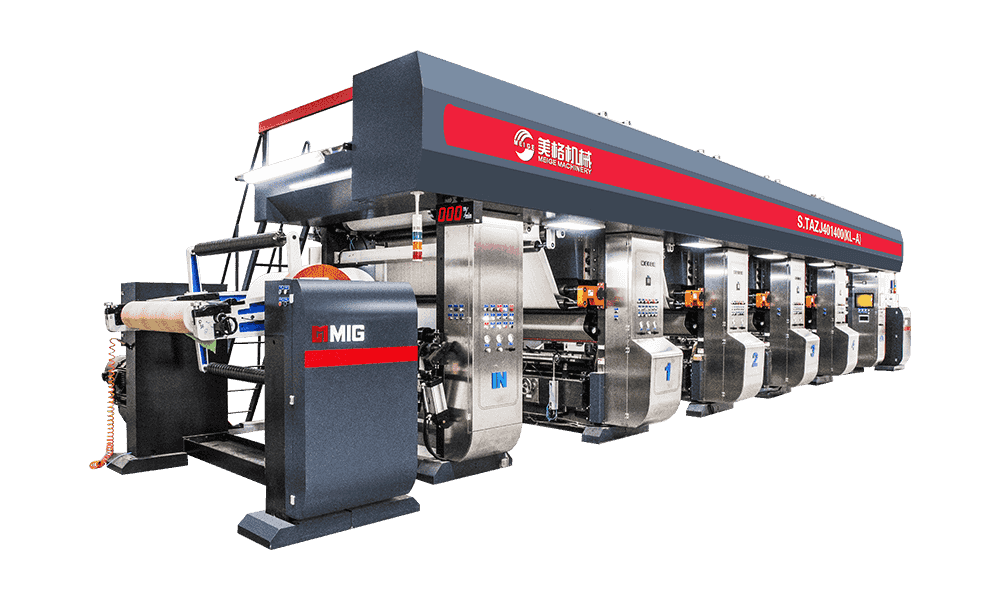
Inline (Stack) Configuration
Inline gravure presses arrange printing units in a horizontal line, with the web passing sequentially through each unit. This is the most common configuration for flexible packaging gravure. The web path between units provides space for drying ovens, and the linear arrangement makes tension control straightforward. Modern inline gravure presses for packaging typically feature six to ten color units with automatic register control, solvent recovery systems, and auto-splice unwinders and rewinders for continuous production.
Publication Gravure Presses
Publication gravure presses are substantially larger machines designed for wide-web paper printing at high speeds. They print on both sides of the web simultaneously using satellite configurations, and they operate at speeds of 12–15 meters per second on web widths exceeding 3,000 mm. These machines represent the high end of gravure press engineering and are produced by a small number of specialized manufacturers. The economics of publication gravure require annual print volumes in the hundreds of millions of copies to justify the capital investment.
Narrow-Web Gravure Presses
Narrow-web gravure presses operate on web widths of 200–600mm and are used for labels, specialty packaging, and short-run decorative applications. They offer the print quality advantages of gravure at lower capital cost and with smaller cylinder circumferences, reducing tooling cost per job. Narrow-web gravure has found a niche in premium label markets and cosmetics packaging where print quality requirements are high but run lengths are shorter than typical flexible packaging jobs.
What to Evaluate When Buying a Rotogravure Printing Machine
Purchasing a gravure printing press is a significant capital decision — new machines from major manufacturers typically range from $1 million to $5 million or more depending on width, speed, number of units, and automation level. Used gravure presses are available at substantially lower cost but require careful evaluation. Here are the key specifications and factors to assess:
- Web width: The maximum substrate width the press can handle determines which markets and product formats you can serve. Flexible packaging gravure presses typically run 800mm to 1,600mm web widths. Match web width to your anticipated product mix — wider presses cost more but allow more across-the-web lanes, improving economics on high-volume jobs.
- Maximum print speed: Rated speed matters, but achievable production speed on your specific substrate and job mix is what actually determines output. Thin, extensible films may require running well below rated speed to maintain register. Ask for reference data on speeds achieved on similar substrates to your intended use.
- Number of printing units: More units allow more colors in a single pass, eliminating the need for double passes on complex designs. For flexible packaging, a minimum of eight units is increasingly the standard — ten units or more are preferred for jobs requiring process colors plus spot colors plus coatings in a single pass.
- Register control system: Evaluate the register control system in detail — particularly the sensor type, correction speed, and the minimum correction increment. On modern presses, camera-based register systems that read actual print marks offer faster and more accurate correction than older sensor-based systems.
- Solvent recovery and emission control: Solvent-based gravure printing generates significant VOC emissions. Most jurisdictions require solvent recovery systems — typically activated carbon adsorption units — that capture and recover solvent for reuse or incineration for energy recovery. Verify that any press you are purchasing is compatible with the emission control equipment required in your facility and jurisdiction.
- Automatic splicing and tension control: Flying splice systems on the unwind allow roll changes without stopping the press, dramatically improving machine efficiency. Evaluate the tension control system specification — closed-loop servo tension control with load cells at each unit is the current standard for flexible packaging gravure.
- Manufacturer support and spare parts availability: For a machine this complex, after-sales support quality is as important as the press specification itself. Evaluate the manufacturer's service network, spare parts availability, and training programs. For used equipment, assess parts availability independently — older presses from discontinued product lines can become maintenance liabilities if parts supply dries up.
Gravure Cylinder Management: The Hidden Operating Cost
The gravure cylinder is where the majority of the per-job cost resides in gravure printing, and cylinder management is a significant operational discipline in any gravure facility. Each design change requires new cylinders — a full set of eight to ten cylinders for a multicolor packaging job can cost $4,000 to $20,000 depending on cylinder diameter and the number of colors. This cost structure drives several operational practices specific to gravure facilities:
Cylinder storage and tracking systems are essential in high-volume gravure operations. Cylinders for repeat jobs are stored and reused — a cylinder that is used multiple times per year quickly amortizes its engraving cost. Chrome plating is recharged between uses, and copper layers are stripped and re-electroplated when a design change requires new engraving on that cylinder body. Managing which cylinders are in storage, which need replating, and which are in use requires organized inventory systems that many converters underestimate when planning a new gravure operation.
The move toward in-house cylinder engraving — rather than outsourcing to an engraving bureau — is economically justified for facilities running high cylinder volumes. An electromechanical engraving machine represents an additional capital investment of $300,000 to $800,000, but the reduction in cylinder turnaround time and per-cylinder cost can produce payback within two to four years for facilities consuming more than 500 cylinders per year.
The Bottom Line on Rotogravure Printing Machines
A rotogravure printing machine is a high-performance, high-commitment piece of equipment. The process delivers print quality and production consistency that flexible packaging converters and publication printers have relied on for decades, but it requires substantial investment in capital equipment, cylinder tooling, solvent management infrastructure, and skilled operational personnel to realize that performance.
The economics favor gravure clearly at high volumes — when you are printing millions of linear meters per year of a relatively stable SKU mix, the per-unit print cost and consistency advantages are decisive. For lower volumes, more frequent design changes, or markets where flexographic print quality has reached parity for the application, flexographic printing is typically the better economic choice. The decision is fundamentally a volume and product mix calculation, not a quality preference — and getting that calculation right before committing to a gravure press investment is the most important step in the evaluation process.


Product Categories
Recommended News

Recommended Products
The variety of models, to meet the development needs of various regions in the world.




Message Us Right Now!
Quick Links
Products
Contact Us
- Phone: +86-13067738802 (Manager Hua)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Technology Co., Ltd. All rights reserved.
 Privacy Rotogravure Printing Machine Manufacturers
Privacy Rotogravure Printing Machine Manufacturers