 English
English 中文简体
中文简体How a Gravure Printing Machine for Wood-Based Panel Finishing Materials Actually Works (And Why It Matters)
Content
- 1 What Gravure Printing Has to Do with Wood-Based Panels
- 2 The Core Components of a Gravure Printing Machine for Panel Finishing
- 3 How the Multi-Color Printing Process Works on Decorative Panel Substrates
- 4 Substrates Compatible with Gravure Printing in Panel Finishing
- 5 Cylinder Engraving Methods and Their Impact on Print Quality
- 6 Key Machine Specifications to Evaluate When Buying
- 7 Ink Formulation Considerations for Wood Panel Finishing Applications
- 8 Common Print Defects in Wood Panel Gravure Printing and How to Prevent Them
- 9 How Gravure Printing Compares to Other Panel Finishing Print Technologies
- 10 Maintenance Practices That Protect Long-Term Machine Performance
What Gravure Printing Has to Do with Wood-Based Panels
Walk into any furniture showroom or flooring retailer and look closely at the wood grain patterns on MDF boards, laminate flooring planks, or melamine-faced panels. Chances are, those hyper-realistic textures — the fine grain lines, knot details, and color gradients — were printed using a gravure printing machine. The connection between an industrial printing process and the furniture industry isn't immediately obvious, but it's one of the most important relationships in modern panel manufacturing.
Gravure printing — also known as rotogravure or intaglio printing — transfers ink from engraved recesses on a rotating cylinder directly onto a substrate. For wood-based panel finishing materials, the substrate is typically decorative base paper or a direct-print film that will later be laminated, pressed, or bonded to a panel core such as MDF, particleboard, or plywood. The result is a surface that can convincingly mimic wood, stone, textile, or abstract patterns at a level of detail and repeatability that no other printing method achieves at industrial scale.
The Core Components of a Gravure Printing Machine for Panel Finishing
A rotogravure printing machine for wood-based panel finishing materials is a highly specialized piece of equipment. Understanding its key components helps clarify both what it does well and where its limitations lie.
The Gravure Cylinder
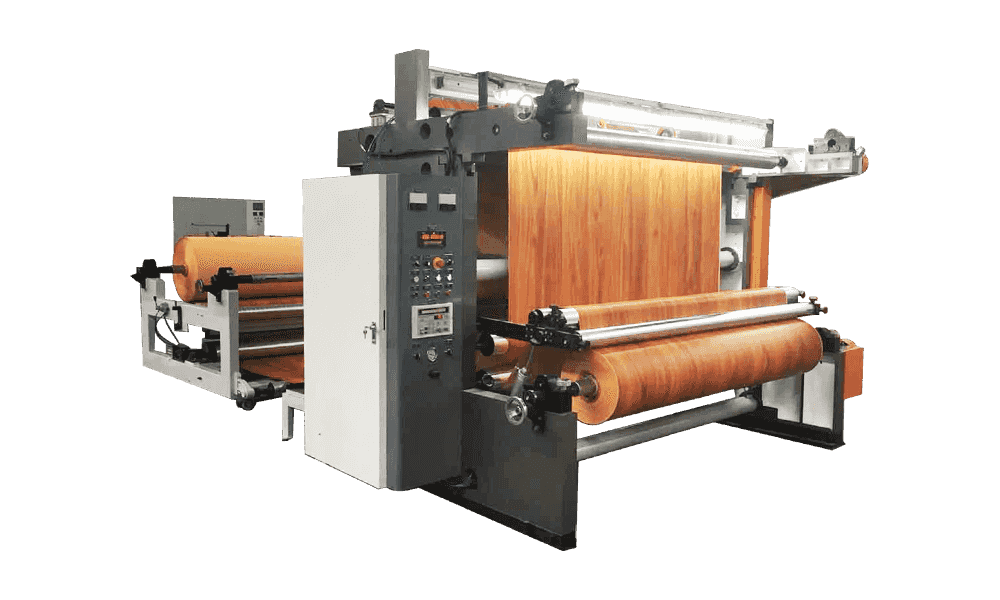
The gravure cylinder is the heart of the entire machine. It is a steel or copper-coated roller with millions of tiny cells — microscopic recesses — engraved into its surface. Each cell holds a specific volume of ink. When the cylinder rotates against the substrate, ink transfers from these cells, building up the full image layer by layer as the web passes through multiple printing units. For decorative wood-panel applications, cylinders are engraved with high-fidelity wood grain, stone, or textile patterns, often sourced from three-dimensional scans of real natural materials. The depth and geometry of each cell determine color density and tonal gradation.
The Doctor Blade
Mounted just before the impression point, the doctor blade is a thin steel or plastic strip that scrapes excess ink from the flat surface of the cylinder, leaving ink only inside the engraved cells. The precision of the doctor blade — its angle, pressure, and material — directly affects print sharpness and ink consumption. Worn or misaligned doctor blades are one of the most common sources of print defects such as streaking, tonal inconsistency, or ink smearing across the substrate.
The Impression Roller
The impression roller is a rubber-covered cylinder that presses the substrate firmly against the gravure cylinder during ink transfer. The nip pressure between these two rollers must be precisely controlled. Too little pressure results in incomplete ink transfer and missing tonal detail; too much pressure causes the substrate to stretch, distort fine patterns, or suffer physical damage, particularly relevant when printing on thin decorative papers used in panel finishing.
Ink Delivery and Circulation System
Gravure printing uses low-viscosity solvent-based or water-based inks delivered continuously to a trough in which the lower portion of the gravure cylinder is submerged or flooded. The inks used for wood-based panel finishing materials must meet specific requirements: they need to bond well with the base paper or film, remain stable during the lamination and pressing process, and produce colors that match approved design standards across extremely long print runs often measured in tens of thousands of linear meters per job.
Drying Units
Between each print station, hot-air drying tunnels or infrared dryers evaporate the ink solvent before the next color layer is applied. Insufficient drying causes color mixing, ink setoff, and blocking on the rewind roll. For solvent-based inks, drying units are also integrated with solvent recovery systems that capture and recycle evaporated solvents — both for environmental compliance and to reduce material costs.
How the Multi-Color Printing Process Works on Decorative Panel Substrates
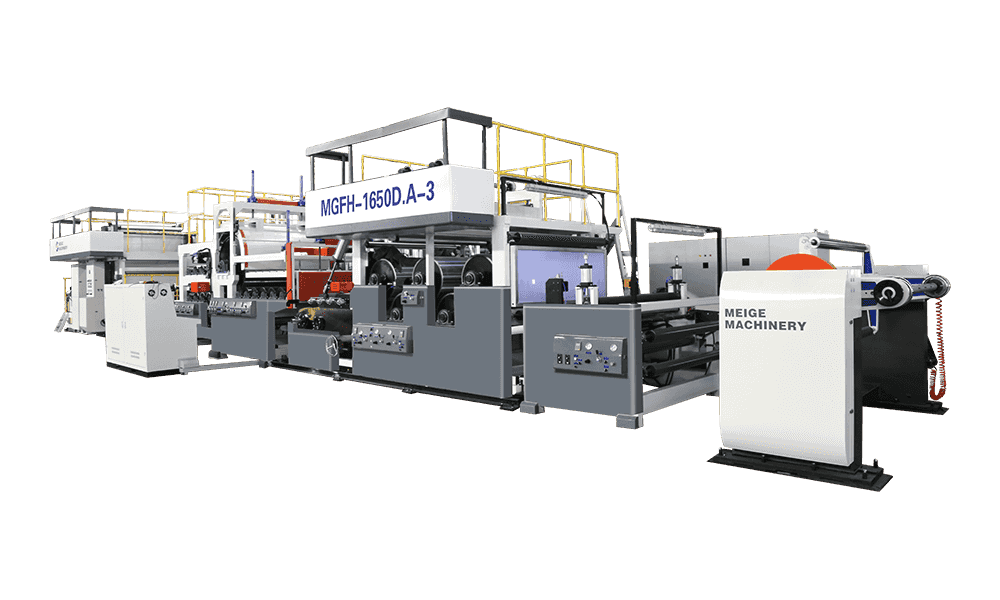
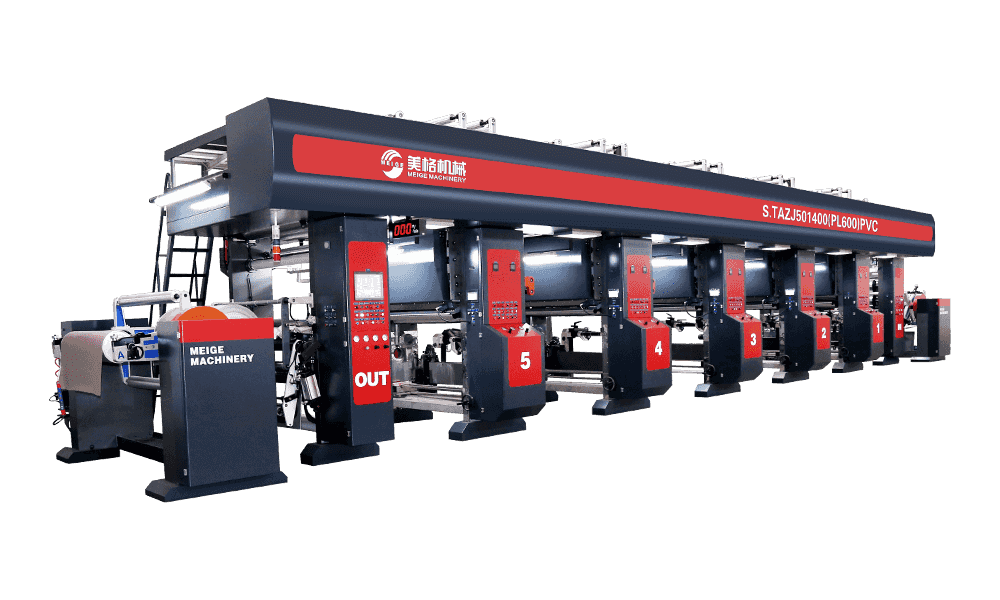
Most gravure printing machines for wood-based panel finishing materials operate as multi-unit inline systems. A roll of base substrate — typically 80–120 gsm decorative paper impregnated with melamine resin, or a PVC/PET film — is fed into the first printing unit, where the first color layer is applied. The web then passes through a drying tunnel before entering the second unit, and so on through as many as six to ten print stations.
For a realistic wood grain pattern, a typical print sequence might involve a base coat for overall ground color, followed by separate passes for the warm tones, darker grain lines, highlight accents, and a final register mark layer for texture overlay alignment. Each cylinder must be in near-perfect registration — meaning the image elements from each print unit must line up precisely to within fractions of a millimeter. Modern machines use optical sensors and servo-driven register controls to maintain this alignment automatically at speeds often exceeding 200 meters per minute.
Substrates Compatible with Gravure Printing in Panel Finishing
The range of substrates that gravure printing machines handle in the wood panel finishing industry is broader than many assume. Each material has different surface properties, porosity levels, and tension characteristics that affect how it runs through the machine and how well it accepts ink.
| Substrate Type | Typical Weight / Thickness | Common End Use | Ink System |
| Decorative base paper | 70–120 gsm | Melamine laminate, HPL | Solvent or water-based |
| Pre-impregnated paper (pre-preg) | 80–140 gsm | Direct-press laminate flooring | Solvent-based |
| PVC film | 0.08–0.20 mm | Furniture foil, door skin wrapping | Solvent-based |
| PET film | 0.05–0.15 mm | High-gloss panel overlay | UV or solvent-based |
| CPP / OPP film | 0.02–0.06 mm | Protective overlay film for panels | Water-based |
Each of these substrates requires specific machine configurations. Paper substrates are relatively forgiving on tension control but absorb ink differently depending on their impregnation state. Plastic films require corona treatment or primer coating before printing to improve ink adhesion, and they demand precise tension control throughout the web path to prevent stretching or wrinkling that would destroy pattern registration.
Cylinder Engraving Methods and Their Impact on Print Quality
The quality of a gravure-printed wood panel surface is only as good as the cylinder it was printed from. There are two primary engraving methods used in modern cylinder production for decorative panel printing:
Electromechanical Engraving (EME)
Electromechanical engraving uses a diamond-tipped stylus that oscillates at high frequency to cut cells directly into a copper-plated cylinder surface. The depth and width of each cell is controlled by the signal amplitude, which is derived from the digital image file. EME is fast, precise, and produces consistent cell geometry across the entire cylinder. For wood grain patterns that require rich tonal gradation and fine line reproduction — such as the subtle color shifts in oak or walnut grain — EME cylinders deliver outstanding results. After engraving, cylinders are typically chrome-plated for hardness and durability, extending their service life to many millions of impressions.
Laser Engraving
Laser engraving systems ablate material from the cylinder surface using a focused high-energy beam, either directly on the copper or on a zinc or ceramic coating. Laser technology allows for cell shapes and geometries that are impossible with a mechanical stylus — including variable-angle cells that improve ink release and reduce dot gain. For extremely fine textures such as fabric weaves or stone pore patterns used in wood-panel adjacent applications, laser-engraved cylinders can achieve resolution exceeding 80 lines per centimeter, producing detail that rivals photographic reproduction.

Key Machine Specifications to Evaluate When Buying
Selecting the right intaglio printing machine for a wood-based panel finishing operation requires understanding which technical specifications actually matter for the application, rather than being swayed by general print industry metrics that may not translate directly to decorative panel production.
- Print width: Standard decorative paper rolls for panel finishing typically run at widths of 1,250 mm to 2,100 mm. Your machine's maximum print width must accommodate the widest substrate format in your product range, since changing cylinder size is expensive and time-consuming.
- Number of print units: More print stations mean more available colors and design complexity. Most wood-grain patterns require a minimum of four units; complex stone or textile patterns often use six or more. Machines with modular architectures allow units to be added later as production requirements grow.
- Maximum print speed: High-output gravure printing machines for decorative panel applications run between 150 and 400 meters per minute. Higher speed increases throughput but demands faster-drying inks, more powerful dryers, and tighter register control systems. Evaluate your actual average job lengths and changeover frequency — raw speed is meaningless if you're changing cylinders every 3,000 meters.
- Register control system: Look for servo-driven register correction with automatic optical registration sensors that can maintain ±0.1 mm accuracy at full production speed. Poor registration is the leading cause of pattern misalignment in multi-color wood grain prints.
- Tension control architecture: Consistent web tension throughout the print path is critical for both paper and film substrates. Machines should offer independent tension zone control from unwind through all print units to rewind, with load-cell feedback systems rather than simple dancer-roll arrangements.
- Drying system capacity: Dryer capacity must match maximum print speed and the evaporation load of the inks in use. Underpowered dryers are a bottleneck that forces operators to reduce speed, negating the machine's rated throughput. Solvent recovery efficiency is also an important cost and compliance factor.
- Cylinder loading and change system: In a high-variety decorative panel operation, cylinder changes happen frequently. Machines with rail-mounted trolleys, pre-register systems, and quick-connect ink supply fittings reduce changeover time from hours to under 30 minutes on well-designed equipment.
Ink Formulation Considerations for Wood Panel Finishing Applications
The inks used in gravure printing for wood-based panel finishing are not standard printing inks — they must survive the downstream lamination, pressing, and surface treatment processes that transform a printed paper or film into a finished panel surface. This places unique demands on ink chemistry.
For melamine-pressed laminates, inks must withstand the high temperatures and pressures of the short-cycle press — typically 180–210°C and 25–40 bar. Inks that contain components that decompose or bleed under these conditions will produce color shift or surface contamination in the finished panel. Most suppliers offer press-stable gravure inks specifically formulated for melamine laminate applications, with pigments and binders selected for thermal stability.
For PVC foil applications used in furniture wrapping and door skin production, the printed foil goes through a vacuum forming or membrane pressing process with heat. Inks must remain flexible rather than becoming brittle, since brittle ink films crack during the forming process and produce visible defects at bends and edges. Plasticizer migration from the PVC substrate into the ink layer is another long-term stability concern that must be addressed through ink formulation.
Common Print Defects in Wood Panel Gravure Printing and How to Prevent Them
Even with well-maintained equipment and quality materials, gravure printing for decorative panel surfaces is susceptible to a specific set of recurring defects. Understanding their root causes is the first step to systematic prevention.
Missing Dots (Skip)
Skip occurs when ink fails to transfer from engraved cells to the substrate, producing tiny white specks across the printed image. The most common causes are ink viscosity that is too high, insufficient impression pressure, doctor blade contamination, or a substrate surface that is too smooth to generate adequate capillary ink release. Monitoring ink viscosity in real time and maintaining clean doctor blades with regular blade change schedules significantly reduces skip frequency.
Doctor Blade Streaks
Streaks running in the machine direction are caused by particles caught between the doctor blade and cylinder surface, creating a channel that allows ink to bypass the blade. Contaminated ink, hard foreign particles from cylinder wear, or a damaged blade edge can all cause this defect. Using filtered ink delivery systems and inspecting doctor blades before each job run are standard preventive measures.
Pattern Misregistration
When the color layers from multiple print units fail to align, fine details in the wood grain appear blurry or doubled. Misregistration is most often caused by web tension fluctuations, thermal expansion of substrates in poorly controlled dryer environments, or register servo systems that are slow to correct for disturbances. Maintaining stable dryer temperatures and ensuring the tension control system is properly calibrated for the substrate being run addresses most registration problems.
Ink Setoff and Blocking
Setoff occurs when wet or insufficiently dried ink transfers from the printed side of the web to the reverse side of the layer above it on the rewind roll, damaging both surfaces. This defect is almost always caused by running at speeds that exceed the dryer's evaporation capacity for the current ink and substrate combination. Reducing speed or increasing dryer temperature (within substrate tolerance limits) resolves the immediate issue; longer-term solutions involve upgrading dryer capacity or switching to faster-drying ink formulations.
How Gravure Printing Compares to Other Panel Finishing Print Technologies
Gravure printing is not the only technology available for producing decorative surfaces for wood-based panels, and it's worth understanding where it sits relative to alternatives before making capital investment decisions.
| Technology | Print Quality | Run Length | Setup Cost | Best For |
| Rotogravure | Excellent | Very long (50,000m+) | High (cylinder cost) | High-volume standard decors |
| Flexographic | Good | Medium–Long | Medium | Solid colors, simple patterns |
| Digital inkjet | Very good | Short–Medium | Low (no cylinders) | Custom decors, short runs |
| Offset lithography | Excellent | Medium | Medium | Rarely used in panel finishing |
Gravure printing's unmatched advantage for high-volume wood panel decoration is its consistency over extremely long runs and its ability to reproduce subtle tonal gradients in wood and stone textures better than any competing analog process. Its primary disadvantage — high cylinder preparation cost — makes it economically unsuitable for short runs or frequent design changes. Many larger manufacturers now operate both gravure lines for their core high-volume decor catalog and digital inkjet lines for short-run custom orders, getting the best of both approaches.
Maintenance Practices That Protect Long-Term Machine Performance
A gravure printing machine for wood-based panel finishing represents a major capital investment — typically in the range of €500,000 to several million euros depending on width, speed, and configuration. Protecting that investment through disciplined maintenance directly impacts both uptime and print quality over the machine's operational life.
- Doctor blade replacement schedule: Blades should be changed according to a fixed schedule — typically every shift or every roll change for high-speed production — rather than waiting for visible defects to appear. Running blades to failure causes cylinder surface damage that is far more expensive to repair.
- Impression roller inspection: Rubber impression rollers harden and develop surface irregularities over time. Regular Shore hardness measurements and surface inspections catch deterioration before it causes print quality problems. Rollers should be reground or replaced when hardness deviates beyond specification.
- Ink system flushing: Ink troughs, pumps, and recirculation lines must be thoroughly flushed during every color change and at the end of each production run. Dried ink deposits in delivery lines cause viscosity instability, contamination, and eventually pump failure.
- Dryer maintenance: Air nozzles and infrared elements in drying tunnels should be inspected for blockage or degradation quarterly. Uneven drying from blocked nozzles causes localized ink cure problems that are difficult to diagnose from the finished roll alone.
- Register system calibration: Optical sensors and servo drive parameters should be recalibrated to manufacturer specifications at regular intervals. Drift in sensor alignment or servo response curves leads to gradual register degradation that is sometimes mistaken for substrate or cylinder problems.
- Cylinder storage and handling: Chrome-plated gravure cylinders are precision components that can be damaged by improper storage or careless handling. Store cylinders vertically on padded supports, away from moisture, and cap the journal ends to protect bearing surfaces during transport.
Product Categories
Recommended News

Recommended Products
The variety of models, to meet the development needs of various regions in the world.




Message Us Right Now!
Quick Links
Products
Contact Us
- Phone: +86-13067738802 (Manager Hua)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Technology Co., Ltd. All rights reserved.
 Privacy Rotogravure Printing Machine Manufacturers
Privacy Rotogravure Printing Machine Manufacturers