 English
English 中文简体
中文简体Decorative Paper Gravure Printing Machine: How It Works, Key Components, and Buying Guide
Content
- 1 What Is a Decorative Paper Gravure Printing Machine?
- 2 The Gravure Printing Process: Step-by-Step for Decorative Paper
- 3 Core Components of a Decorative Paper Gravure Printing Machine
- 4 Machine Configurations: Single-Color vs. Multi-Color Press Designs
- 5 Ink Systems for Decorative Paper Gravure Printing
- 6 Key Specifications to Evaluate When Purchasing a Decorative Paper Gravure Press
- 7 Maintenance Best Practices to Maximize Machine Performance and Longevity
What Is a Decorative Paper Gravure Printing Machine?
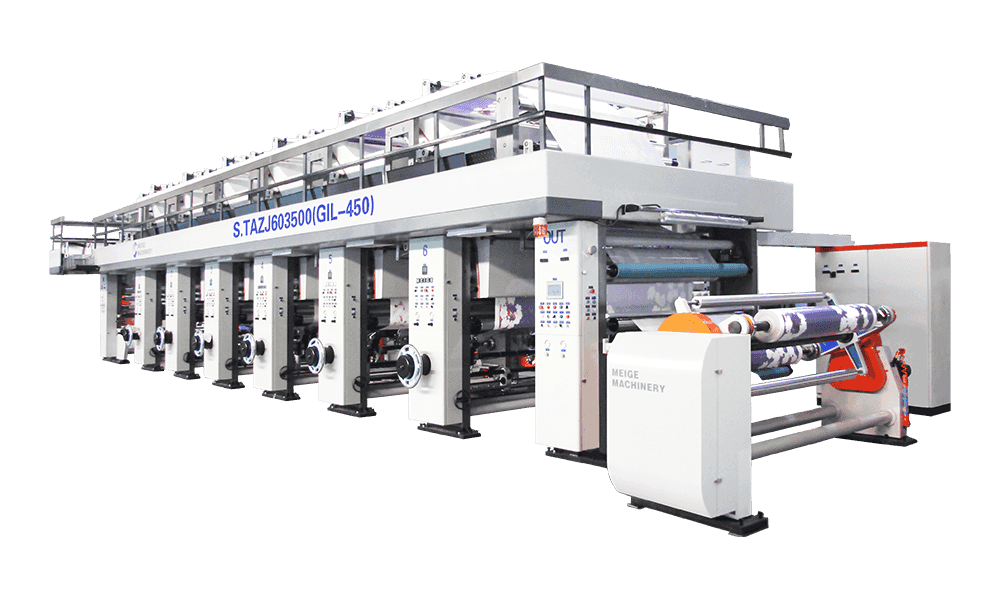
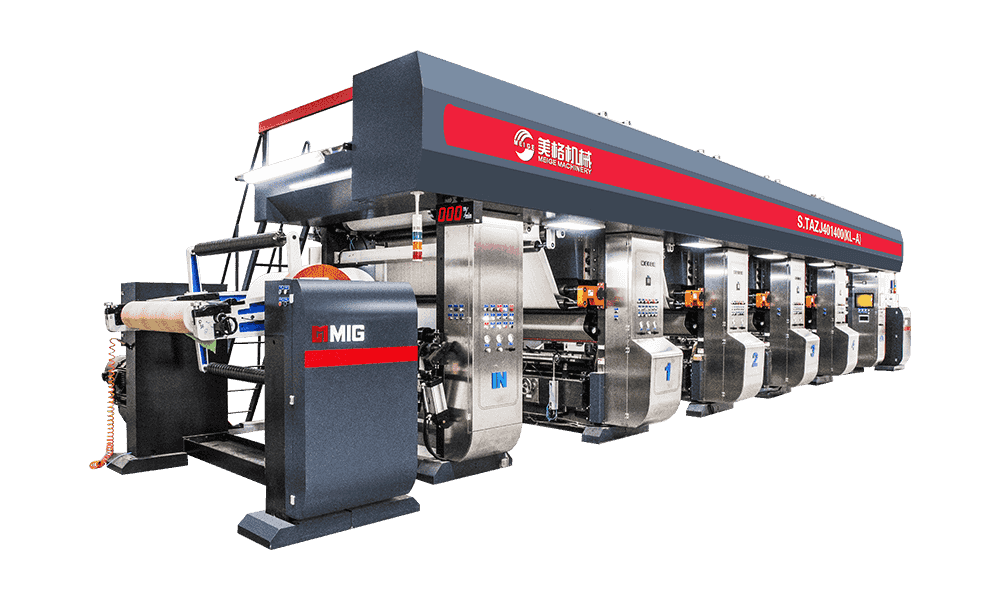
A decorative paper gravure printing machine — also referred to as a rotogravure decorative paper press or intaglio printing machine for decorative paper — is a high-speed, precision web-fed printing system purpose-built to apply surface patterns, wood grain textures, stone effects, fabric designs, and abstract decorative motifs onto paper substrates that will ultimately be used as surface overlays in furniture, flooring, cabinetry, and interior panel manufacturing. The printed paper is typically subsequently impregnated with melamine or other thermosetting resins to produce the finished decorative surface seen on laminate flooring boards, medium-density fiberboard (MDF) furniture, modular kitchen panels, and similar products.
The gravure printing process — derived from the Italian intaglio, meaning "engraved" — transfers ink from microscopic engraved cells on the surface of a rotating copper cylinder directly onto the moving paper web. The depth, diameter, and density of these cells determine the ink volume deposited in each location, enabling extremely fine tonal gradations, sharp pattern repeats, and the photographic-quality color reproduction that distinguishes gravure-printed decorative paper from papers produced by flexographic or offset printing methods. For an industry where a convincing wood grain or stone texture must withstand years of consumer scrutiny at close range, this level of print fidelity is not optional — it is the baseline commercial requirement.
The Gravure Printing Process: Step-by-Step for Decorative Paper
Understanding the sequence of operations in a decorative paper gravure printing machine clarifies why specific machine components are engineered the way they are and what process parameters most directly influence final print quality.
Web Unwinding and Tension Control
The printing process begins at the unwind stand, where a master roll of base decorative paper — typically a titanium dioxide-loaded base paper with a basis weight of 60 to 150 g/m² — is mounted and fed into the press at controlled tension. Web tension control at the unwind station is critical because decorative base papers are highly sensitive to tension variation: too little tension allows the web to flutter and wander laterally, causing registration errors between color stations; too much tension stretches the paper, distorting the printed pattern and causing web breaks. Modern decorative paper gravure presses use closed-loop dancer roll or load cell tension control systems that maintain web tension within ±2–5 N/m throughout the entire production run.
Ink Application at Each Printing Unit
Each color in the decorative design is printed at a dedicated printing unit consisting of three primary components: the gravure cylinder, the ink pan, and the doctor blade. The gravure cylinder rotates partially submerged in the ink pan, flooding its engraved cell structure with ink. As the cylinder rotates out of the ink pan, a precision-ground doctor blade — typically hardened steel or ceramic-tipped — sweeps across the cylinder surface, removing all ink from the non-engraved land areas and leaving ink only within the recessed cells. The cylinder then contacts the paper web at the impression nip, where a rubber-covered impression roller presses the paper against the cylinder surface with controlled force, drawing ink out of the cells by capillary action and transferring it to the paper substrate.
Drying Between Color Stations
Between each successive printing unit, the freshly inked paper web passes through a dryer — most commonly a hot-air impingement tunnel or infrared dryer — to evaporate the solvent or water carrier from the applied ink before the next color is applied. Incomplete drying between stations causes ink pick-off (where wet ink from the previous station transfers onto the next cylinder instead of staying on the paper), color contamination, and blocking of the web on rewind rolls. Drying efficiency directly limits production speed: the maximum press speed is the speed at which the dryer can fully cure each ink layer within the available dwell time in the dryer section.
Multi-Color Registration
A realistic wood grain or marble pattern in decorative paper typically requires 4 to 8 individual color separations, each printed at a separate unit in precise registration with all other colors. Register errors as small as 0.1–0.2 mm are visible to the naked eye in wood grain patterns, making registration control one of the most technically demanding aspects of decorative paper gravure printing. Modern presses use CCD camera-based automatic register control (ARC) systems that continuously read register marks printed at the web edge and make real-time micro-corrections to the lateral and circumferential position of each cylinder to maintain exact color-to-color alignment throughout the run.
Rewinding and Roll Finishing
After the final printing unit and dryer, the finished decorated paper web is rewound onto cores at the rewind station. Rewind tension control must be as precise as unwind tension to prevent telescoping, starring, or wrinkling of the finished roll. Many decorative paper gravure presses incorporate inline quality inspection systems — stroboscopic print inspection cameras or spectrophotometric color measurement heads — at the rewind station to flag defects such as doctor blade streaks, cylinder cell plugging, color density drift, or registration shifts before the defective material is wound into the finished roll.
Core Components of a Decorative Paper Gravure Printing Machine
The engineering quality of individual machine components directly determines print quality, machine uptime, and the total cost of ownership over the equipment's service life. The following are the components that most significantly differentiate premium decorative paper gravure presses from lower-specification alternatives.
Gravure Cylinders
The gravure cylinder is the heart of the printing process and the component that determines print quality ceiling more than any other element. In decorative paper gravure printing, cylinders are typically constructed from a steel base with an electrodeposited copper layer (80–200 microns thick) that is engraved with the cell pattern using either electromechanical engraving (stylus-based, producing diamond-shaped cells) or laser engraving (producing more versatile cell shapes and finer resolution). After engraving, the copper surface is chrome-plated to a hardness of 900–1000 HV to resist doctor blade wear, with chrome layer thicknesses of 6–8 microns being standard for decorative paper applications.
Cell geometry specifications for decorative paper cylinders typically range from 150 to 200 lines per centimeter screen ruling, with cell depths of 20 to 55 microns depending on the color and tonal value being reproduced. Accurate cell geometry is critical: variations in cell depth of even 2–3 microns create measurable color density differences that manifest as visible banding or tonal unevenness in flat-tint areas of the printed design.
Doctor Blade System
The doctor blade assembly holds and positions the doctor blade against the rotating gravure cylinder at a precisely controlled contact angle (typically 55°–65° for decorative paper applications) and contact pressure. The blade must maintain uniform contact across the full print width — which can reach 2,200–2,800 mm on wide-format decorative paper presses — without allowing ink to leak past at any point while also not applying excessive pressure that accelerates cylinder chrome wear. Modern doctor blade holders use pneumatic or spring-loaded blade clamping mechanisms with fine adjustment for blade angle and contact pressure, and incorporate oscillation drives that move the blade assembly laterally by 5–15 mm during printing to prevent localized blade and cylinder wear patterns.
Impression Roller
The impression roller presses the paper web against the gravure cylinder at the print nip to facilitate ink transfer. For decorative paper applications, impression rollers are typically covered with polyurethane rubber at a hardness of 60–80 Shore A, chosen to provide sufficient compliance to ensure uniform nip pressure across the web width while being resistant to the aggressive solvents in gravure inks. Impression roller crown profiling — a slight increase in roller diameter toward the center to compensate for deflection under nip load — is essential on wide-web decorative paper presses to maintain uniform print pressure across the full substrate width.
Ink Circulation and Viscosity Control System
Gravure ink viscosity directly controls ink film weight, color density, and dot gain in the printed image. As solvent evaporates from the ink pan during printing, viscosity rises — increasing color density and potentially causing doctor blade chatter or cell plugging. Automated ink viscosity control systems continuously monitor ink viscosity using in-line viscometers (typically efflux cup or rotational viscometer based) and dose fresh solvent into the ink pan via metering pumps to maintain viscosity within a ±1–2 second tolerance of the target value throughout the press run. Ink temperature also significantly affects viscosity, and some high-specification presses incorporate ink temperature conditioning systems to eliminate viscosity drift caused by ambient temperature variation during long production runs.

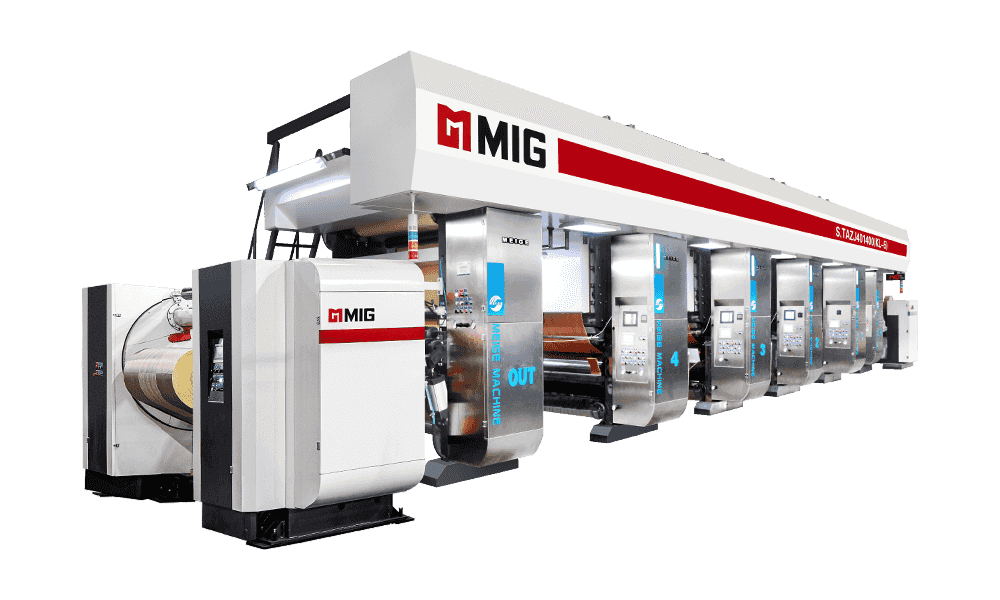
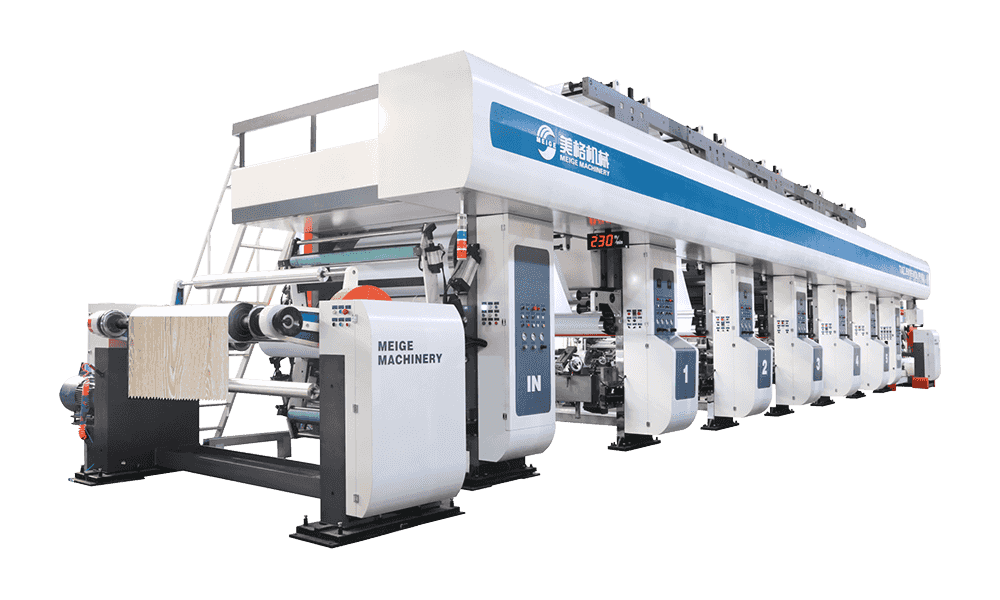
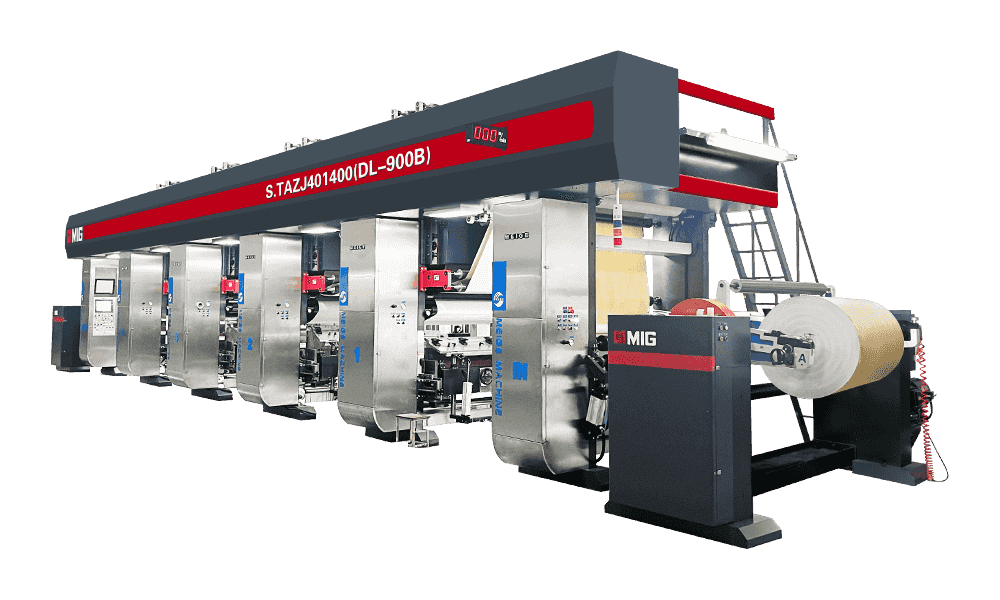
Machine Configurations: Single-Color vs. Multi-Color Press Designs
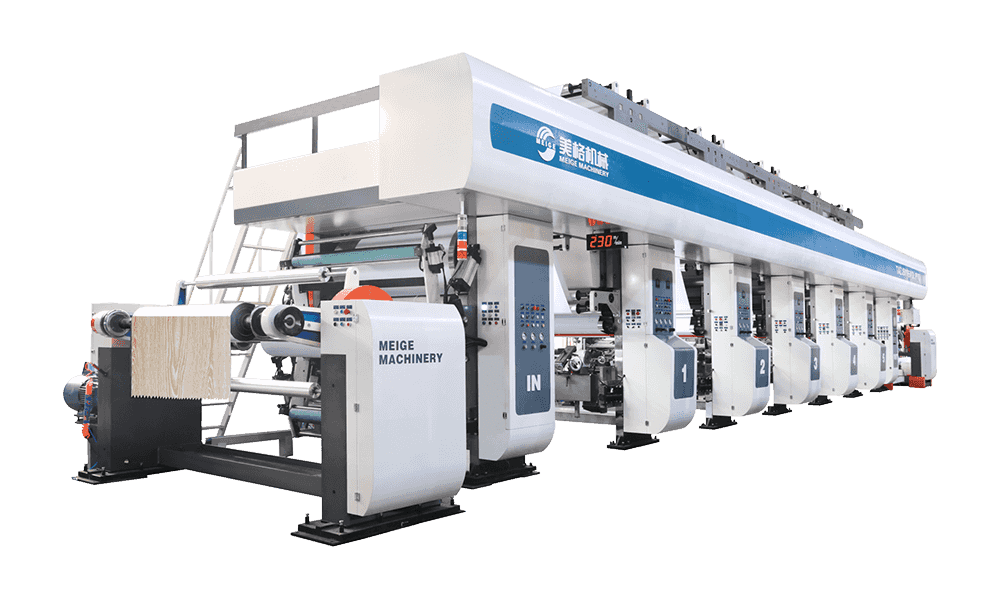
Decorative paper gravure printing machines are available in configurations ranging from single-color proofing presses to full production presses with 10 or more printing units. The appropriate configuration depends on the complexity of the decorative patterns being produced and the production volume requirements of the facility.
| Configuration | Number of Units | Typical Print Width | Speed Range | Primary Application |
| Single-unit proofer | 1 | 600–900 mm | 20–60 m/min | Cylinder proofing, R&D |
| 4-color production press | 4 | 1,300–1,800 mm | 80–150 m/min | Simple wood grain, uni-color designs |
| 6-color production press | 6 | 1,600–2,200 mm | 100–200 m/min | Complex wood grain, stone, textile effects |
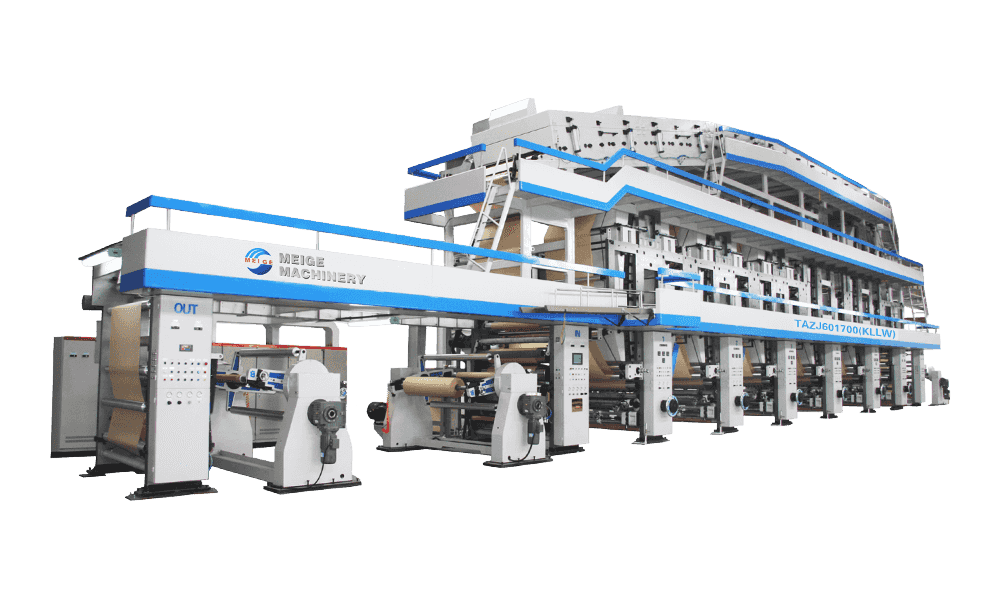
| 8–10 color wide-web press | 8–10 | 2,200–2,800 mm | 150–300 m/min | High-fidelity photographic textures, large repeat patterns |
For manufacturers producing a diverse portfolio of decorative patterns — including wood grains, stone effects, fantasy designs, and solid-color papers — a 6-color press represents the most commercially versatile configuration, capable of reproducing the vast majority of market-standard designs without the capital and operating cost premium of 8- or 10-unit machines. Wide-web configurations above 2,000 mm print width are primarily justified for high-volume commodity pattern production where economies of scale on large rolls outweigh the additional complexity of managing wider web handling.
Ink Systems for Decorative Paper Gravure Printing
The ink system used on a decorative paper gravure press must satisfy requirements that go well beyond simple color fidelity. Decorative paper inks must survive the subsequent impregnation process — where the printed paper is saturated with liquid melamine-formaldehyde resin and then cured at temperatures of 160–200°C under high pressure in a short-cycle lamination press. Inks that are not thermally stable or that are incompatible with the impregnating resin will bleed, shift color, or delaminate during pressing, producing finished panels with unacceptable print quality.
- Solvent-based gravure inks: Historically the dominant system for decorative paper gravure printing, solvent-based inks use toluene, ethyl acetate, or mixed-solvent systems as carriers. They offer fast drying, excellent color strength, and good compatibility with melamine impregnation. Environmental and health regulations on VOC emissions have driven significant investment in solvent recovery and abatement systems on presses using these inks, adding to facility capital and operating cost.
- Water-based gravure inks: Increasingly adopted as a lower-VOC alternative, water-based ink systems require more sophisticated dryer designs (typically higher-volume air impingement combined with infrared heating) due to the higher latent heat of water evaporation compared to organic solvents. Ink formulation advances have largely closed the historical performance gap with solvent inks in terms of color brilliance, adhesion, and impregnation compatibility for decorative paper applications.
- Heat-resistant pigments: All inks for decorative paper gravure printing must incorporate pigments with proven thermal stability at lamination press temperatures. Organic pigments susceptible to thermal degradation — including certain yellow and red pigments — must be replaced with higher-performance alternatives such as perylene reds, dioxazine violets, or nickel azo yellows that retain color accuracy through the full lamination cycle.
Key Specifications to Evaluate When Purchasing a Decorative Paper Gravure Press
Selecting the right gravure printing machine for decorative paper production is a capital decision with a typical equipment lifespan of 15–25 years. The following specifications and evaluation criteria should be systematically assessed during the procurement process:
- Maximum web width and print width: Specify the maximum substrate width the press must accommodate based on your widest decorative paper roll format, and confirm the maximum print width — which is typically 20–40 mm less than the web width to allow for edge trim and register mark areas.
- Maximum production speed: Evaluate claimed maximum speeds critically — maximum speed is only commercially useful if the dryer system can achieve full ink cure at that speed with your specific ink and substrate combination. Request drying performance data at maximum speed from the press manufacturer.
- Register accuracy specification: For decorative paper applications, demand a register accuracy specification of ±0.1 mm or better under steady-state running conditions. Verify this specification with reference to independent test data or customer references rather than relying solely on manufacturer claims.
- Cylinder change time: In decorative paper production, pattern changeovers are frequent. Cylinder change time — the time required to remove and replace all cylinders and set up for a new pattern — directly impacts production efficiency and the minimum economic run length. Modern quick-change cylinder systems can achieve full 6-color cylinder changes in under 30 minutes.
- Solvent recovery or abatement system: If operating with solvent-based inks, evaluate whether the press is designed for inline solvent recovery (which reduces raw solvent consumption and operating cost) or thermal oxidizer abatement (which destroys solvent vapors but generates operating cost in fuel consumption). Confirm the abatement system capacity matches the press's maximum solvent evaporation rate at full production speed.
- Drive system and tension control architecture: Confirm that each printing unit has an independent digital servo drive with closed-loop tension control between units, rather than older line-shaft drive architectures that are less flexible and harder to maintain. Servo-driven presses offer faster makeready, better register stability during acceleration and deceleration, and simpler mechanical maintenance.
- Supplier service capability and spare parts availability: For a machine representing several million USD in capital investment, evaluate the manufacturer's local service engineer coverage, response time commitments, and spare parts warehouse locations. For facilities in regions remote from the machine manufacturer's headquarters, confirm whether critical spare parts — impression rollers, doctor blade holders, servo drives — are held in regional distribution centers or must be shipped from the country of manufacture with potentially lengthy customs delays.
Maintenance Best Practices to Maximize Machine Performance and Longevity
A decorative paper gravure printing machine operated under a rigorous preventive maintenance program will consistently outperform a nominally superior machine that is poorly maintained. The following maintenance disciplines are most critical to sustained print quality and machine availability:
- Doctor blade inspection and replacement schedule: Doctor blades should be inspected at every job change and replaced on a fixed-interval schedule — typically every 4 to 8 hours of running time depending on blade material and cylinder chrome hardness. A worn or chipped doctor blade immediately manifests as streaks, tonal banding, or ink leakage past the blade, and delayed replacement accelerates cylinder chrome wear disproportionately.
- Impression roller condition monitoring: Impression roller rubber surfaces should be inspected weekly for glazing, swelling, or surface damage, and roller hardness should be tested against baseline measurements on a quarterly schedule. Rubber hardness drift of more than ±5 Shore A from the specification value requires roller re-covering before print quality is affected.
- Ink pan and circulation system cleaning: Complete ink system flushing and cleaning between pattern changes is essential to prevent color contamination and pigment agglomeration in ink supply lines and viscosity control vessels. Establish a documented ink system cleaning protocol with defined solvent flush volumes and residual ink contamination acceptance criteria before approving the press for the next job.
- Dryer maintenance: Hot-air impingement dryer nozzles and air distribution baffles should be cleaned quarterly to remove ink mist deposits that reduce airflow uniformity and drying efficiency. Infrared emitter output should be tested annually and degraded emitters replaced to maintain consistent drying energy density across the web width.
- Web guiding and tension system calibration: Load cells and dancer roll bearings should be calibrated and serviced on a semi-annual schedule to ensure tension measurement accuracy. Calibration drift in tension control systems is a common root cause of chronic registration instability that is incorrectly attributed to cylinder or ink problems during troubleshooting.
Product Categories
Recommended News

Recommended Products
The variety of models, to meet the development needs of various regions in the world.




Message Us Right Now!
Quick Links
Products
Contact Us
- Phone: +86-13067738802 (Manager Hua)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Technology Co., Ltd. All rights reserved.
 Privacy Rotogravure Printing Machine Manufacturers
Privacy Rotogravure Printing Machine Manufacturers